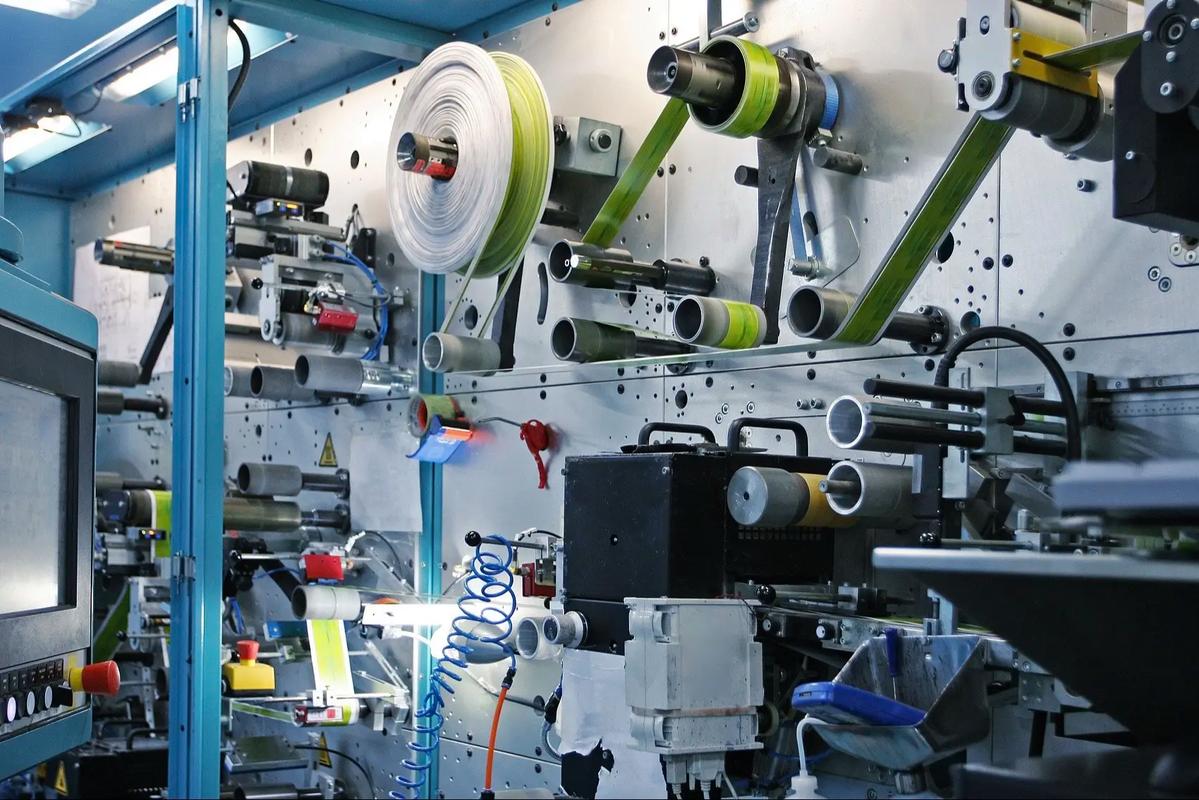
前阵子去一家汽配厂,看到他们还用条码扫来扫去——库管大姐拿个扫描枪,上下左右找角度。说实话,我心里有点急。都什么年代了。RFID,射频识别,这东西在工业界其实早不是新名词,但用得好的,真不多。
去年给一个机械加工车间做物料追踪改造,差点把招牌砸了。怎么回事?选了款便宜的 UHF 标签,贴金属箱上,读取距离从设计的 6 米直接掉到 30 厘米。
30 厘米!你还不如往箱子上贴二维码呢,对吧?后来一查,普通标签遇到金属会严重失谐。这就是工业射频识别特有的大坑:
后来换了陶瓷封装的抗金属标签,一下子能读到 5 米以上。✅ 其实选标签就两条铁律:看清介质、确认工作频段。高频 HF 穿透液体好,超高频 UHF 读距远但怕水。很多集成商图省事,全上 UHF——结果库房里一旦有点潮湿,或者要管冷却液桶,数据采集率就惨不忍睹。
问:我们车间既有金属料架也有塑料周转箱,是不是得分别配两套系统?
答:不用。现在不少读写器支持多天线分时工作,可以混接不同特性的天线,一套后台软件统一管理。但标签一定要选对:金属上贴抗金属标签,塑料箱普通标签就行。别想着一张标签通吃,现阶段没这种好事。
有个注塑厂的朋友跟我吐槽:产线上加装 RFID,结果每模出来读取失败率快 20%。我跑去一看,读写器天线垂直对着模具上方,中间还隔着个安全光幕。
💡 射频识别这东西,最怕遮挡和反射。金属设备一旦挡住射频路径,信号立马衰减。后来改成 45 度斜装,天线塞到模具侧边,读取率瞬间提到 99.8%。
这种场景就是细节。我见过太多方案,纸上摆得完美,一进场就翻车。读写器的安装位置、角度、周边振动、甚至电缆长度都能影响阻抗匹配。真正到现场,你得带个驻波比测试仪,一点点调。
问:读写器天线周围振动很大,时间久了会不会偏位影响读取?
答:会的。尤其是冲压、锻造这类强振车间。建议定期用标签样本做点位测试,或者干脆上带自诊断功能的读写器,可以自动检测天线连接状态和信号质量,提前报警。
射频识别真正的价值,不是把条码换成电子标签那么简单。它给每一个物理物件安上了 “数字心跳”。打个比方:同样是追踪发动机缸体,你光知道这玩意儿经过哪些工位,那叫轨迹;如果你还能关联上加工参数、检测数据、甚至拧紧扭矩,这东西就有了
。
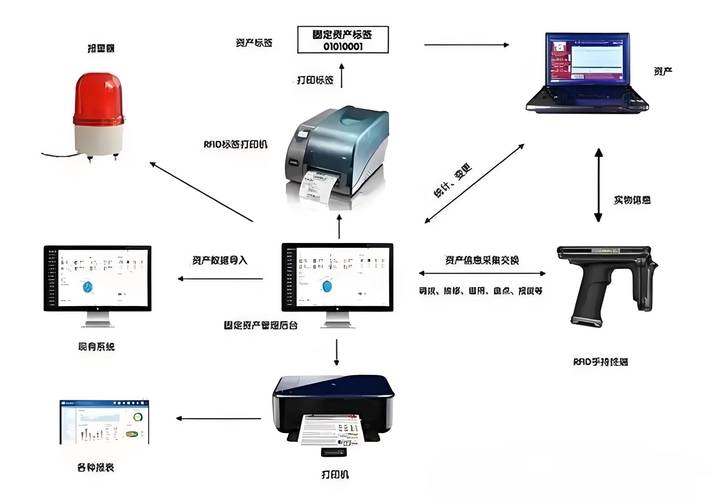
现在有些新做法,把 RFID 和 MES(制造执行系统)深度绑定——标签里存一个唯一 ID,云端拉取全部生产数据。怎么实现?读写器通过 OPC-UA 直连 MES,中间件处理过滤冗余数据。❗ 注意,这里有个坑:如果网络断了,现场读写器得有缓存能力,不然数据丢失,追溯链就断了。
另外,UHF RFID 有个优势:批量读取。物流门一过,整托盘上百个标签“刷”一下全读。但并发多了容易碰撞,标签防冲撞算法要好。选芯片时留意支持 EPC Gen2 V2 的标签,多标签场景下效率高不少。
最后唠叨一句:别被忽悠说射频识别无所不能。在高温喷涂、强电磁焊接这些场景,它照样歇菜——要么标签耐温不够,要么强电磁场让芯片感应出涡流烧毁。某些情况,换视觉识别或者激光刻码更靠谱。
真要上项目,找懂行的先去现场勘测,拿样本标签和读写器跑一遍,测一下 S 参数,别光看厂家彩页的数据。那都是实验室里的理想值。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:射频识别(RFID)在工业现场:我踩过的坑和真心推荐 https://www.dachanpin.com/a/tg/56841.html