先泼一盆冷水:你贴的二维码,可能根本扛不住
去年在浙江一家轴承厂,我看到产线工人熟练地给刚下线的套圈贴上不干胶QR码。随手一扫——信息齐全,工人满意,主管点头。可两个月后,客户退回的件上,标签早已模糊成团,追溯链直接断裂。主管在会议室里猛拍桌子:“这二维码追溯就是个摆设!” 真是这样吗?
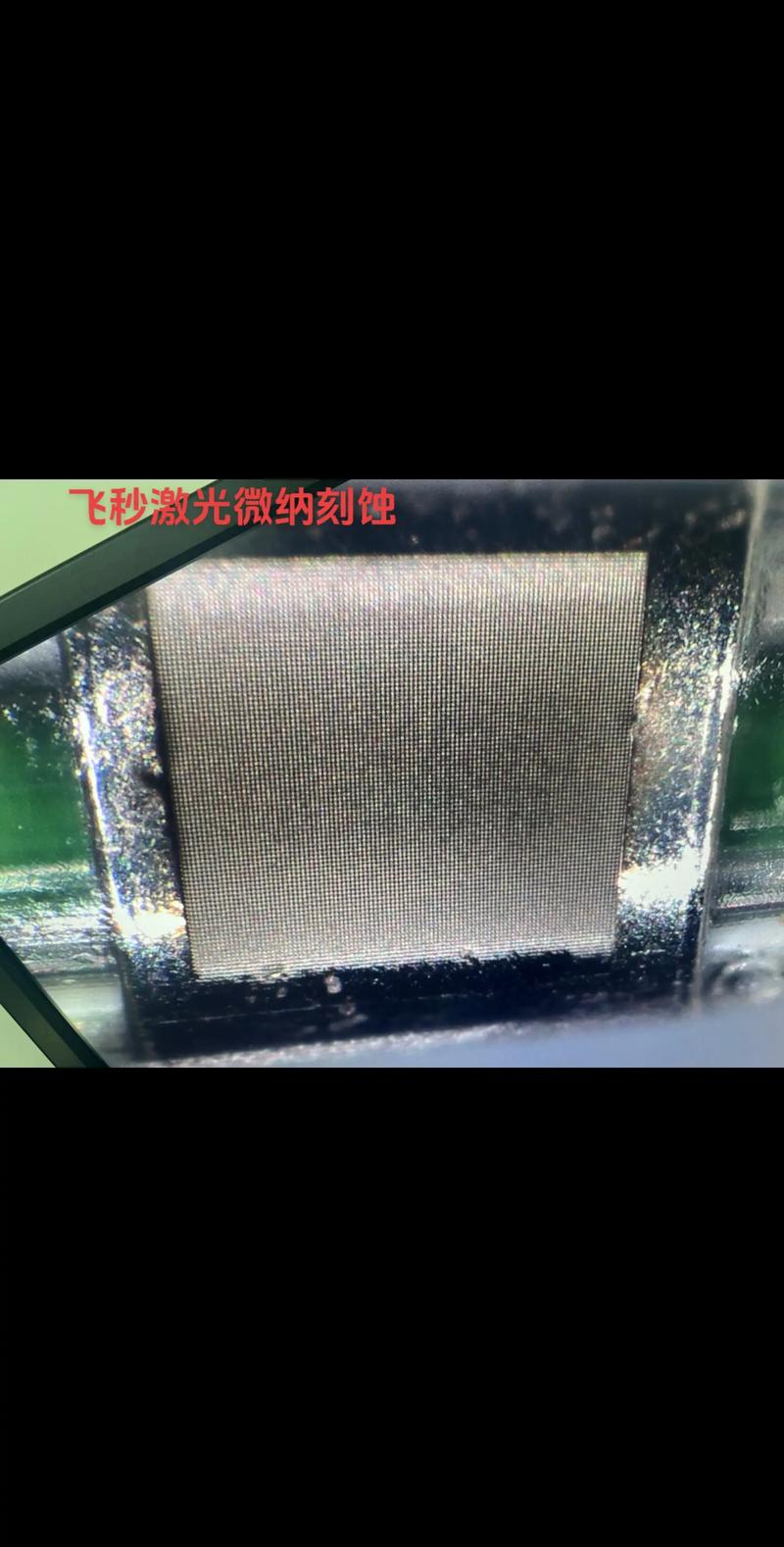
其实,我们都犯了一个想当然的错误:把消费端的二维码经验,硬套在了工业现场。超市里的二维码,环境友好,轻轻一扫;而车间里——油污、切削液、高温、磨损——简直是标签的噩梦。所以,直接标记(Direct Part Marking,DPM)才是工业追溯的核心解法。不是贴上去,而是刻上去。激光打标、点针打标、电化学蚀刻……让码长在零件上。我见过最狠的案例,一家发动机厂商在缸体上打Data Matrix码,深度0.3毫米,哪怕表面锈蚀,喷砂后依然可读。这才叫追溯。
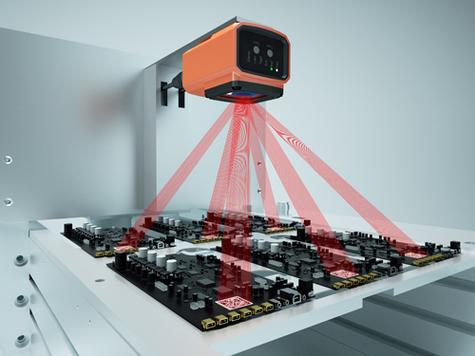
但DPM码的读取,又是个坑。普通扫码枪?基本瞎。必须用专门针对粗糙表面、反光、曲面优化的工业读码器。说白了,硬件投入得跟上。不过话说回来,这笔账算得过来——一次批量召回,损失动辄百万,相比之下读码器那点钱算什么。对吧?
QR码还是Data Matrix?选错码,系统可能半身不遂
我时常被问到:“为什么你们推荐的方案都用那种小方块码(Data Matrix),而不用我们熟悉的QR码?” 原因说出来可能会让你意外:工业场景里,QR码其实很鸡肋。不是说它不好,而是它“水土不服”。
Data Matrix码,最小可以做到直径1毫米内,100微米的激光点都能容下几十个字符。而QR码呢?同样信息密度,面积大出不少。在微小电子元器件、医疗器械上,根本没有QR码的位置。再者,Data Matrix的容错率即便高达30%,损坏照样能读,且对光照、对比度要求更低。一个真实例子:某连接器厂在微型针脚上打标,只有DM码能胜任;QR码?一缩小就糊成一团。
不过也不是说QR码毫无用处。如果你的零件有足够大的平坦区域,比如汽车副车架、大型铸件,QR码也能用,而且工人手机就能扫,方便性确实高。但手机扫工业码,又是另一个容易翻车的点——没有辅助光源,没有偏光滤镜,遇到反光直接歇菜。所以,💡我的建议很直接:微小件、高耐久需求,果断Data Matrix;大件且追求便捷,可以保留QR,但必须配好专用读码器。
问:我们产线同时使用QR和Data Matrix,读码设备要买两套吗?
答:现在主流的工业固定式读码器基本都支持多码制,QR、Data Matrix、PDF417等一把抓。但关键不在兼容性,而在成像性能。你需要注意读码器的最小分辨率、景深、解码速度,以及是否支持液态镜头(应对不同距离)。别图便宜买了消费级模组,到时对着改了墨的金属表面干瞪眼。另外,记得做现场测试——拿几个最差的样品码去读,读得出再签单。❗
问:追溯系统里,二维码里到底存什么?直接放网址吗?
答:千万不要!工业追溯讲究唯一标识和解析。码里通常只存一个全局唯一的序列号(UID),或者按标准如ISO/IEC 15459的结构编码。所有业务数据(生产批次、工位、物料、测试参数)存在追溯数据库里,通过UID关联。你一扫,系统从数据库调取信息。这样哪怕产品流转十年,数据都在。如果直接存网址,万一服务器地址变了,码就废了。至于码制选择,尽量用开放式标准,别用私有码制,会被绑定死。
一个二维码背后的“数据血统”到底要多细?
有了码,只是有了身份证。追溯的灵魂,在于关联的数据粒度。我们曾经帮一家齿轮厂复盘质量投诉,发现虽然每箱都有码,但箱内两百个齿轮全是同一个码!一旦出问题,整个箱子都得报废,根本定位不到具体是哪个齿坯、哪台机床、哪把刀。追溯就这么变成了“追瞎”。
所以✅ 最小追溯单元的定义至关重要。是单品?是一箱?还是一托盘?越细,成本越高,但解决问题的精度也越高。汽车行业现在普遍做到单品追溯,特别是安全件。一个转向节,从铝锭炉号、锻造温度、机加工序、探伤结果,到拧紧扭矩,全绑在一个码上。听起来很美?但实际落地时,MES(制造执行系统)没打通、老设备没接口、工人手工录入错误……一堆泥坑等着你。
还有一个容易忽略的点:码的寿命必须大于产品寿命。 航空航天件,要求码在30年以上可读,这考验的就不只是标记工艺,还有防腐蚀、防掩盖措施。透明漆、保护膜、甚至专门设计凹坑将码藏起来,都是常规操作。
说起来,最近一个做液压阀的客户让我大开眼界。他们用二维码直接替代了传统的铭牌——所有参数、序列号、甚至出厂测试曲线都编码进去,扫码在手机端查看。这省了多少纸张和铭牌铆接工序!但前提是,他们的二维码读起来必须万无一失。于是他们花了大价钱,在每条产线末端都部署了集成视觉验证的读码器,读不出、读不对,自动剔出。这钱花得值吗?客户说:一年省下的铭牌制作费、人工粘贴费,就把设备钱赚回来了。

问:我们的产品是铸件,表面粗糙,打上去的码很难读,有什么解决办法?
答:铸件表面确实是DPM的硬骨头。常规激光打标后,熔融区域反光差异小,读码器很难识别。可以试试这几个方法:1)打标后立刻喷黑漆再打磨,让码坑里保留黑色,增加对比度;2)改用点针打标,靠冲击凹坑形成阴影,对粗糙表面适应性更好;3)调整光源,用低角度环形红光,让凹坑产生阴影。我之前遇到一个极端案例:铸铁刹车盘,用激光打了四年都不好读,后来换成点针+蓝光,读码率从70%飙升到99.7%。有时候,换种思路就豁然开朗。
别光盯着码,数据闭环才是真追溯
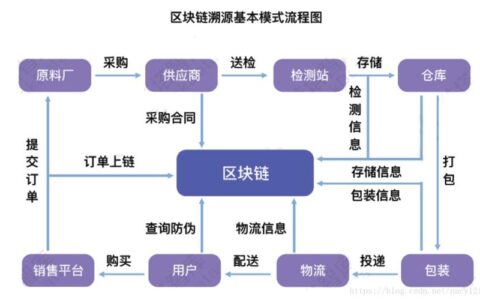
还有一种普遍的错觉:上了二维码,就等于有了追溯体系。大错特错!码只是入口。真正的追溯,是能从成品一路倒查到原料、从原料正向追踪到成品的双向能力。这需要底层数据的打通,尤其是跨越供应链。
举个糟心的教训:一家家电企业,自认追溯完善,直到一批投诉指出某型号温控器故障率异常。他们扫了温控器上的码,查出自家组装过程一切正常。再想往上追溯温控器供应商的生产批次?傻眼了——供应商给的码格式跟自己的不兼容,数据包传过来是一堆PDF,根本没法自动解析。最后靠人工翻了三天,才定位到某个焊接参数偏移的批次。
这恰恰是工业追溯里最痛的点:跨企业数据标准。解决之道,要么强制供应商按你的标准打码、上传数据;要么采用行业共识标准,比如汽车行业的Odette、IAS、VDA,电子行业的IPC-1782等。而且,数据交换要用结构化方式(API、EDI),而不是扔一堆Excel。这背后是供应链协同的深刻变革,远不止一个码那么简单。
不过,我也见过聪明的做法:让供应商在关键件上打码,同时开放一个只读数据库查询接口,你随时可以拉取该批次的详细生产参数。不去管他内部用QR还是DM,外部统一成一个密钥。安全又灵活。
写到这,突然想起去年一个机床厂的老师傅盯着新上的追溯屏幕直摇头:“这码扫来扫去,不还是那批活?能少出几个废品?” 我愣了一下,然后告诉他:有了追溯数据,你就能看哪些参数组合下废品率高,就能优化工艺。一个月后,他用追溯数据反查出某把刀具在第三工序后磨损过快,换刀后废品率降了1.2个百分点。这回他不摇头了,只说:“这‘二维码’还真是个照妖镜。” 确实,数据用起来,才是追溯的终极价值——不止是召回追溯,更是过程改进。
问:我们是一家中小型机加工厂,客户要求我们做二维码追溯,但预算有限,怎么低成本起步?
答:别怕。先从核心工序的最小可行追溯做起。弄一台二手工业喷码机或者激光打标机(几万块钱),在关键零部件上打上唯一序列号(UID),用Excel或开源数据库(如PostgreSQL)记录对应的加工信息。读码就用带偏光片的工业手持终端,国产好用的也就三五千。不求一步到位,先跑通“打标-读取-记录-查询”这个闭环。规模上来后,再上MES系统、自动化读码站。说实话,很多小厂就是用这么“土”的办法,满足了通用、大众等巨头的审核。关键是让你的客户看到:每个送出去的产品,都能讲清楚自己是谁、从哪来。
最后,我想说,二维码在工业追溯里的故事,远不是“贴个标签”那么简单。它是物理世界和数字世界焊接的那一个“熔池”——小了不成型,大了易烧穿,温度、速度、手法缺一不可。焊好了,强度超过母材;焊不好,一掰就断。你手里的读码器,是不是该重新检视一下了?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:二维码(工业追溯):从车间翻车到真香,那些没人细说的门道 https://www.dachanpin.com/a/tg/57492.html