说实话,第一次在车间见到超声波加工,我愣了好几秒。没有飞溅的火花,没有刺耳的尖叫,一根细长的工具头在陶瓷板上轻轻‘摸’着走,就切出了一道光滑的槽口。当时脑子里蹦出来的词——以柔克刚。
但你要是以为这技术是‘新玩意儿’,就错了。早在上世纪50年代,美国人就申请了专利。不过呢……真正在工业上大规模铺开,是最近十年的事。特别是5G陶瓷滤波器、碳化硅功率器件这些东西逼出来的需求,传统的磨削、激光切割对付它们要么崩边严重,要么热影响区太大。诶,这时候超声波加工就成了救命稻草。
它到底怎么‘震’出形状的?
原理不复杂,但妙处全在细节。超声波发生器把50Hz的交流电变成20kHz以上的高频电信号,压电陶瓷换能器再把电振荡变成机械振动——振幅通常只有几微米到几十微米。这么点儿位移能干嘛?关键在‘变幅杆’,它像放大镜一样把振幅放大,传到工具头上。然后呢,工具头并不直接啃工件,而是在工具与工件之间注满含磨料(碳化硅、金刚石微粉)的悬浮液。
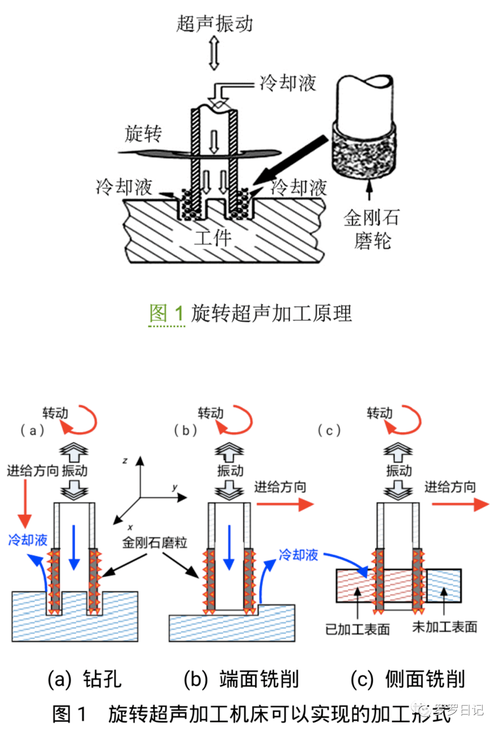
工具头高频冲击磨料颗粒,颗粒再去撞击工件表面,硬生生‘砸’下微米级的碎屑。这个过程叫磨料冲击切削。所以啊,它天生适合加工玻璃、陶瓷、半导体、蓝宝石这些又硬又脆的东西。金属反而不行,因为‘砸’不动,工具头会直接啃上去,然后……断给你看。
💡 注意一个容易被忽略的点:工具的旋转。现在主流的超声波加工中心,工具是既超声振动又高速旋转的,比如转速能到8000rpm。这样能排屑、能提高效率,还能加工圆孔、异形孔。不旋转的,一般只用来刻划或者做小孔。
从打孔到3D轮廓:应用场景有多野?
提到应用,大部分人第一反应是‘打孔’。没错,喷油嘴微孔、拉丝模芯孔、医用玻璃基板通孔……直径可以小到0.1mm,深径比轻松做到10:1,而且孔壁光洁度能到Ra0.4以下,还没毛刺。但说实话,如果只是打孔,这技术早就被激光卷死了。
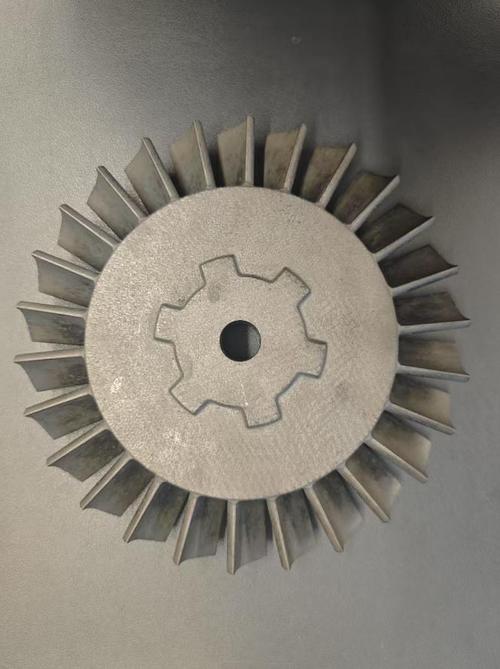
真正让我兴奋的是超声波铣削。用金刚石磨粒烧结成工具头,形状可以是棒状、球头甚至异形,在硬脆材料上直接‘雕’出3D结构。比如碳化硅陶瓷的涡轮叶片样件,传统做法得先热压成型再烧结,模具贵得要死还等待数月。现在呢,一块碳化硅坯料上CNC加超声振动,几天就能出件。❗成本降了不止一个量级。
还有个冷门但暴利的领域:半导体晶圆背面减薄。碳化硅晶锭切下来后,用超声波辅助磨削,效率提高30%以上,亚表面损伤层深度减少一半。台积电、意法半导体的供应商早就悄悄在用了。所以你看,这技术正在从‘特殊加工’变成‘关键工序’。
问:超声波加工和激光加工比,优缺点在哪?
答:激光切割陶瓷快,但切缝周围会有热影响区,容易微裂纹;而且激光对厚度敏感,太厚的材料切不透。超声波加工没热影响,切缝宽度可以控制在0.1mm,还能加工盲孔、台阶孔这些激光不擅长的一侧封闭结构。不过速度嘛……肯定没激光快。所以现在很多产线是先用激光粗切,再用超声波精修。
问:设备贵不贵?国内有成熟方案吗?
答:进口的,比如德国DMG MORI的ULTRASONIC系列,一台五轴联动带超声的,得七八百万起步。但国产的,像北京精雕、汇专科技,这几年追得很猛,三轴超声加工中心已经能做到百万以内。关键是超声发生器和刀柄系统,国产的振幅稳定性稍微差一点,但应付大部分陶瓷件够用了。我的建议是:除非你做宇航级碳化硅反射镜那种变态精度的活,否则国产够用,而且售后响应快,不香吗?
踩过的坑与破局点
早年入行时,我迷信‘振幅越大效率越高’,结果工具头寿命断崖式下跌。后来才明白,频率跟踪与恒幅控制才是核心。工具头在实际切削中负载时刻在变,固有频率会漂移。如果发生器不能实时跟踪频率、保持谐振,振幅就会掉下来,加工表面立刻变差,工具也容易疲劳断裂。这个技术门槛不低,也是进口设备贵的真正原因——人家算法攒了几十年。
还有磨料的选择,门道深了去了。加工氧化铝陶瓷,用绿碳化硅磨料性价比高;加工碳化硅,必须上金刚石微粉,粒度还要和振幅匹配。振幅10微米,磨料粒径最好在W10-W20范围,太大容易嵌入工件表面,太小切削效率又不够。这些经验,书上不会告诉你,全是试错试出来的——想起来就心疼那堆报废的样件。
最近两年,一个趋势是超声辅助电解复合加工。对硬质合金或导电陶瓷,先在工件和工具间通电解液,再叠加上超声振动,能去除电解产物、提高精度。另一个趋势是超大振幅系统,振幅做到200微米以上,直接加工一些塑性材料,有点颠覆认知。但离产业化还有点距离。
问:超声波加工能处理金属基复合材料吗?比如铝基碳化硅?
答:能,但要注意策略。铝基体软,碳化硅颗粒硬,单纯超声磨料加工会糊刀。通常的做法是超声辅助微铣削,用金刚石涂层刀具,刀具超声振动去断屑,同时冷却液高压冲走切屑。这种材料在航空航天结构件里越来越多,我们给一家无人机公司做过样,蜂窝板材加工后变形控制得相当不错。
问:环保方面有压力吗?磨料悬浮液怎么处理?
答:这是好问题。悬浮液用久了磨料会钝化、污染。现在有循环过滤系统,能回收80%以上的磨料。废水还是得处理,因为含细微颗粒和添加剂,不能直排。有些企业上了膜过滤设备,但成本不低。不过随着环保执法趋严,这笔钱省不了。其实,超声波加工本身比化学蚀刻、电火花环保得多,至少不用强酸强碱或油基工作液。
最后说点实在的。如果你厂里正打算上超声波加工设备,别光盯着参数表上的振幅、频率。去现场试切,带你自己的工件和夹具,连续跑24小时看稳定性。另外,工具头损耗容易被忽略,它是耗材,但一套精密的异形工具头要好几千块,计算加工成本务必把这部分摊进去。有些销售会故意淡化这个。
超声波加工,说白了,是一个慢功夫出细活的技术——它不太可能完全取代传统切削或激光,但在硬脆材料精密加工这个细分赛道上,已经不可替代。尤其当你的设计越来越轻、薄、硬、脆的时候,它或许就是唯一解。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:超声波加工:硬脆材料的‘温柔一刀’? https://www.dachanpin.com/a/tg/54917.html