上个月去供应商那里验货,一进涂装车间——嚯,那股子熟悉的烘烤味混着点树脂焦香,瞬间把我拉回二十年前刚入行的时候。那时候粉末涂层还算个新鲜玩意儿,如今?连我邻居老王的电瓶车外壳都是喷粉的。
但别以为这技术简单没门槛。说实话,这些年我见过的翻车现场,十个里有八个栽在粉末涂层上。
粉末涂层到底牛在哪?——不是它太强,是对手太弱
液体漆,哎,怎么说呢。VOC排放、流挂、需多道喷涂……槽点满满。粉末涂层一上来就解决了这些烂事。零溶剂,环保这关先过了。一次喷涂就能上百微米,边角覆盖还特别能打——这点对于形状复杂的钣金件简直是救命。
不过话说回来,早期粉末涂层也不是没缺点。固化温度高,厚工件散热慢,烘完出来那个橘皮……不提了,全是泪。好在现在低温固化粉末出来了,MDF板材都能上粉,你敢信?
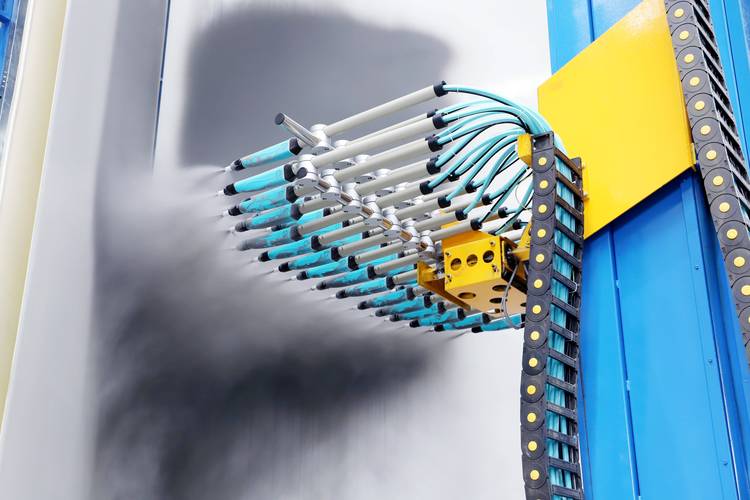
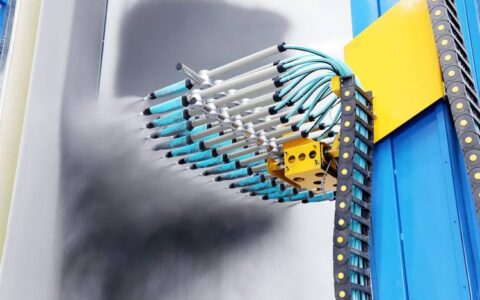
静电喷枪是关键。高压静电让粉末带电,吸附在接地工件上。没这技术,粉末涂层就是撒面粉。但要玩好它,学问大了。电压、出粉量、雾化气压,换个颜色都得重新调。有时候碰到法拉第笼效应,深孔内部不上粉,只能干瞪眼。
问:为什么我做的粉末涂层附着力总是不行?
答:问这个问题的,十有八九前处理没到位。粉末涂层像个娇贵小姐,底子不干净绝对不跟你过。除油除锈磷化,一步都不能少。特别是那种油脂残留,静电吸附瞬间挺漂亮,一进烘炉就起泡。而且不同基材前处理工艺天差地别——铝件要用铬化或锆化,镀锌板得先扫砂,否则粉末就像贴在玻璃上,一抠一整片。
还有,别迷信固化温度计。炉温跟踪仪测出来的工件实际温度,和设定温度经常差个十几度。差之毫厘,固化不足,性能全废。
选粉那些坑:户外粉、户内粉、纹理粉……
粉末这行,品类多得让人头大。环氧粉末附着力无敌,耐腐蚀牛,但见光死,户外晒几个月就失光粉化。聚酯/ TGIC体系的户外粉倒是耐候,前几年听说TGIC有健康风险,现在又炒出HAA固化剂代替,但黄的快。聚氨酯粉末性能均衡,流平漂亮,可价格……老板们一听报价脸都绿了。
我踩过最大的雷,是给客户推荐了亮光黑,结果用在散热器上,一点积灰全显出来,丑得客户差点退货。后来老老实实用砂纹黑,耐脏又遮瑕。所以说,选外观不光看颜值,还得想实际使用环境。

哦对,现在流行金属绑定粉末,那种银粉闪烁效果,直接喷出来。比液体金属漆省事多了,没有掉银风险。但要注意金属颜料与底粉的相容性,不然回收粉重新喷涂,金属效果就变了。
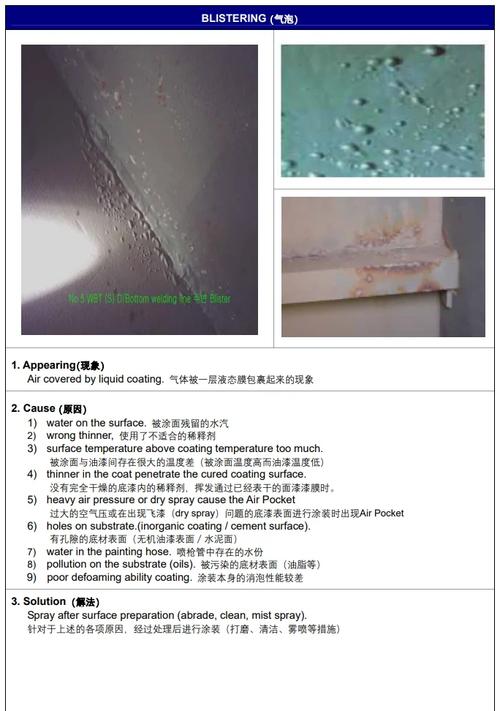
问:粉末涂层出现针孔、缩孔怎么办?
答:针孔多半是气体没排出去。铸件疏松、焊缝有气孔,一加热气体膨胀冲破涂层。预烘一下,或者底材上先喷一层消泡型底粉。缩孔更烦人,往往是表面张力低的东西污染了——一滴油、一点硅酮密封胶挥发物,整个工作都毁了。找到污染源比中彩票还难,建议加强车间清洁,压缩空气加三级过滤,还有,别让工人涂护手霜上班!这真的发生过。
实战:让你的粉末涂层良率上一个台阶
说这么多,不如来点干货。我总结几条血泪教训:
1. 挂具设计别凑合。密度、导电性、与工件接触点都要算好。挂具绝缘了?那你等着一炉子粉末全浪费吧。
2. 回收系统不是摆设。粉房回收粉要按比例掺新粉用,比例太高流平就差。而且换色一定要彻底清理喷房和回收管道,不然黑粉里飘出几粒红粉——客户要的是纯黑啊。
3. 别小看烘箱控温精度。同一炉里温度分布不均,有的地方过烘,有的地方没烤透。放几个炉温跟踪仪实测,画出温度曲线,别信仪表盘。
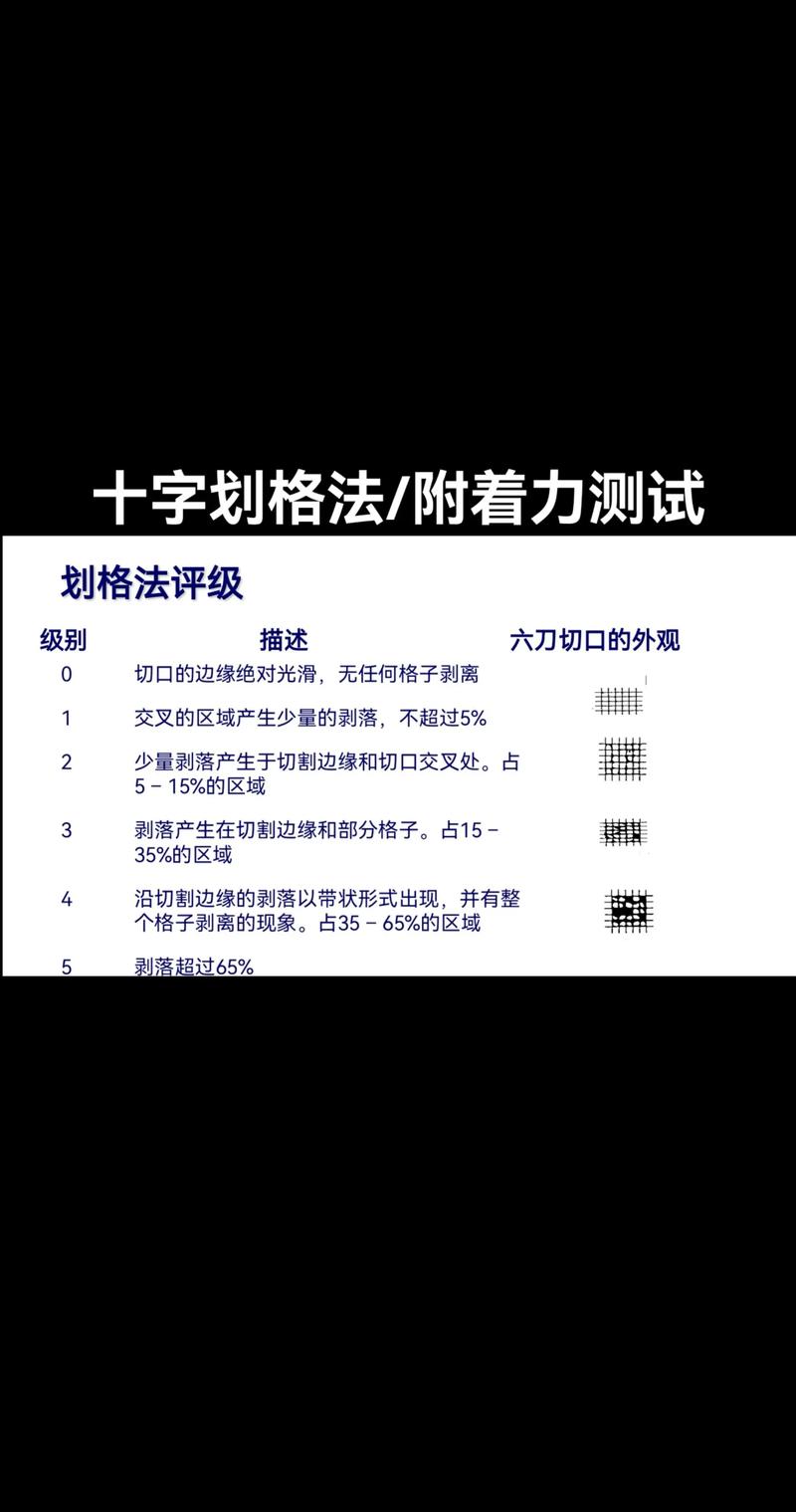
4. 质检别只测膜厚。划格、冲击、弯曲、盐雾……该做的都做,尤其每批来粉先打样固化,确认厂家没给你偷换配方。我碰到过供应商降本把树脂比例减了,结果涂层脆得跟薯片似的。
这两年行业变化太快。低温粉让粉末涂层杀进了木器、塑料市场;快速固化技术把节拍缩到几分钟,适合高速流水线;还有黑科技——粉末涂层的疏水自洁效果,用在光伏支架上,少清灰多发电。
不过老实说,有些噱头听听就算了。什么“永不褪色粉末”,户外晒五年谁都保不住。靠谱的厂家只敢给十年质保。
那天离开车间,天色已暗。回头望见涂装线的灯还亮着,传送带上的工件均匀铺着一层未熔平的粉末,亚光质感在灯光下泛着绒绒的暖意。这场景真治愈。粉末涂层这行,你越深入,越觉得它既是科学,也是艺术。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:粉末涂层:从车间实战到未来趋势,一位老工程师的掏心窝分享 https://www.dachanpin.com/a/tg/56128.html