MTM不是秒表,是显微镜
很多人一听到“时间测定”,脑子里蹦出来的还是掐秒表。 拜托,那已经是上个世纪的活化石了。MTM(Methods-Time Measurement)到底是什么?它本质上是一种预定时间系统,把人的所有手工操作拆解成基本动作——伸手、抓取、移动、定位、松开……然后每个动作赋给一个精确到TMU(1 TMU=0.036秒)的时间值。你不需要真的盯着工人干活,摊开图纸和工序描述,坐在办公室里就能把标准工时算得八九不离十。 ❗ 我第一次见识这套逻辑时,脑子里只有一个声音:这TM太反直觉了。 但它的威力恰恰就在“反直觉”。秒表测时永远受限于观测对象的熟练度、当天状态、甚至观测者本身的心理暗示;MTM却一刀切开这些噪声,直接追问:按照预定动作分析,这个工序理论上到底需要多长时间? 不过,这也埋下了第一个大坑——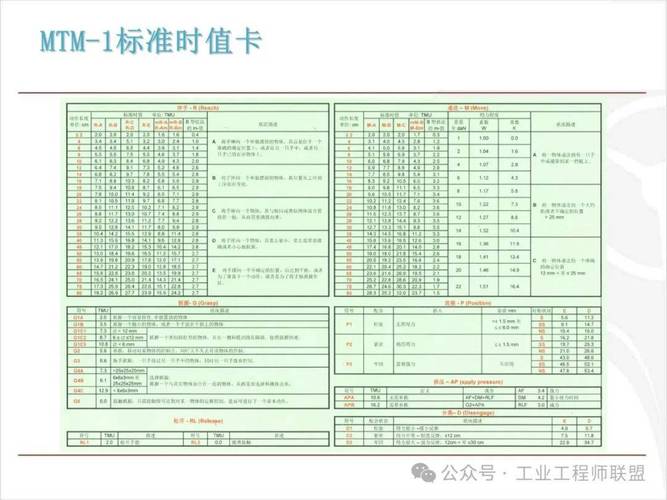
从MTM-1到MTM-2:细节的诅咒与解救
我们最早死磕的是MTM-1。全套10个基本动作类型,细到“握取”就分成G1A(容易抓取的小零件)、G1B(稍微难抓的)、G1C(需要用手指捏取的)……等等。一个操作员装一颗螺丝,可能被分解成十几个TMU片段。 精确吗?惊人地精确。 累吗?要了命地累。 一个装配工作站的分析,熟练的工程师也得趴上整整一天。而且越是追求精确,越容易陷入一种执念——把所有动作都精确到TMU,结果整体工时却因为忽略宽放率、忽略产线平衡,最后误差反而更大。这简直像用显微镜看皮肤纹理,却忘了人还有骨骼和血液循环。 后来我们学乖了,转向MTM-2,或者说通用系统。动作组合变大,比如“取放”(Get and Place)合并成一个代码,时间值虽然略粗,但分析速度成倍提升。对于80%的离散制造场景,MTM-2已经足够了。剩下20%极精密岗位,再回头用MTM-1补强。 问:那MTM-1是不是就过时了?难道不该追求极致精确吗? 答:不是过时,是用错场景了。MTM-1像是外科手术刀,但不代表你吃个苹果也要用它切。大批量、高度重复的生产线,MTM-1绝对值回票价;但小批量、多品种、换线频繁的,MTM-2或者更集成的MTM-UAS才是真正的利器。我曾经在一个项目里坚持用MTM-1,结果分析进度拖垮了整个IE部门,被生产经理骂了整整一个季度……惨痛教训。 所以啊,这个方法时间测定系统的选择,得根据你的产品特性和批量来。千万别犯我当年的轴劲儿。
数据不骗人,但人会骗数据
另一个让我们差点翻车的点是——标准工时不是死数字。 MTM给出的只是“方法时间”,也就是你用了最优动作序列后的理论值。但现实中呢?物料摆放位置偏了5厘米,伸手距离就变了;工具设计不合理,定位动作就多出好几个冗余;甚至车间光照不足,工人会下意识放慢速度确认……这些因素MTM的底层代码不会自动替你考虑。 所以实施MTM最核心的,其实是动作分析之前的那一步:方法改善。不是先算时间,而是先仔细审视——这个动作能不能取消?能不能合并?能不能用夹具省掉? 我们搞过一个案例,装配一个连接器,原方案需要双手配合定位,MTM分析出来足足1200 TMU。后来改了治具,单手一推就到位,时间直接砍到300 TMU以下。如果没有这种方法层面的追问,直接把1200 TMU定为标准工时,那就等于把浪费固化成了绩效目标。太蠢了,可当年我们真的干过。 问:那如果已经定了MTM标准工时,却发现现场总是达不到,怎么办? 答:别先责怪工人。✅第一步,去现场用工作抽样或者视频回放,看实际动作序列是不是和你的分析一致。你会发现——十次有八次,是分析假设错了。要么是忽略了取料过程中的搜寻时间,要么是把“同时动作”当成“顺序动作”计算了。真因找到后,修正MTM分析,同时培训操作员正确方法,这才叫闭环。如果一上来就扣绩效,工人会用脚投票,给你憋出一堆“软抵抗”。 💡 记住,时间测定(MTM)的核心是“测定方法的时间”,不是测定人的时间。主语别搞反了。现在的数字工具,是把双刃剑
回到原点:我们为什么要折腾MTM?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:时间测定(MTM):我们是怎么把工时定额做成了一笔糊涂账,又怎么救回来的 https://www.dachanpin.com/a/tg/57217.html