说实话,我第一次搞状态监测,差点把传感器装反了——这事儿我现在想起来还想抽自己。那会儿刚接手厂里那台老掉牙的轧机,领导丢下一句“上个CMS系统,别让设备再非计划停机”,我就懵了。CMS,状态监测,听着挺高大上,对吧?可真正上手,才发现坑比路多。
但这玩意儿,一旦用对了,是真香!✅
别迷信“在线监测”,先从痛点下手
很多人一上来就砸钱上全套在线监测系统,传感器布得密密麻麻,数据哗哗地传——结果呢?运维团队盯着大屏干瞪眼,报警天天响,却没人知道到底该不该停机。我踩过的坑告诉你:先搞清离线监测和在线监测的分工。离线那套,用便携式仪器定期巡检,适合非关键设备,成本低,但依赖人的经验。在线监测呢,适合那些一停就全厂瘫痪的“独生子”设备,24小时盯着振动、温度、油液参数。但我们厂早期犯的错,是把在线监测当万能药,其实关键是要把振动分析和工艺参数关联起来——比如轧机咬钢瞬间的冲击,那才是故障特征,而不是稳态下的微小变化。
我印象特深,有次减速机振动值突然飙升,系统报警,值班的小伙子慌得想紧急停机。我跑过去一看趋势,咦?这波动跟钢坯加热温度曲线几乎同步。原来是上游工艺波动导致的短时过载,齿轮本身没毛病。要是盲目停机,那损失可就大了。所以,状态监测绝不是买套软硬件就完事儿,你得把工艺数据、操作记录全揉进去,否则就是一堆噪音。💡
传感器选型:一分钱一分坑
再说传感器。我见过用几块钱的压电加速度计,装上去头一个月还行,夏天一潮,信号漂得妈都不认得。对于振动监测,低频设备(比如风电主轴)和高频设备(比如高速泵)对传感器的频响要求完全不同。我们后来学乖了,关键机组全上工业级IEPE传感器,带内置电路那种,线缆用屏蔽双绞,接头都带防水。但也不是越贵越好——曾经有家友商,给风机装激光位移传感器测轴位移,精度0.01微米,结果灰尘一糊,全瞎了。所以传感器防护等级和现场适应性,比实验室指标重要得多。
而且,别忽视油液分析和红外热成像。它们跟振动分析是互补的。有一次滚动轴承早期疲劳,振动频谱里出现微弱的保持架频率,同时油样里铁屑颗粒突然增多,这才坐实了判断。可惜很多维修团队就认振动,对油液数据视而不见,生生拖到轴承卡死。
这里插一句:问:我们厂设备种类多,从泵到压缩机都有,CMS系统怎么配置才不浪费?
答:先做设备关键性评估。按停机后果、故障频率、维修成本划分ABC类。A类设在线监测,振动、温度覆盖,有条件加在线油液;B类用离线精密点检,每周或每月一次;C类靠听诊和日常点检就够了。千万别一刀切,钱要花在刀刃上。我们这条经验,是交了上百万学费换来的。
从数据到决策:得有人“翻译”
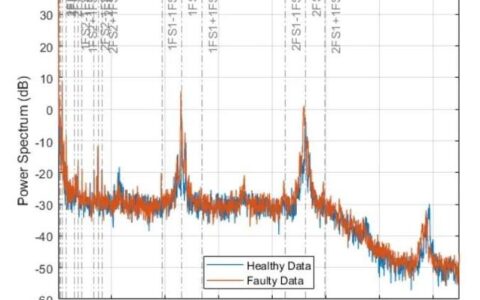
说到底,状态监测系统只是工具,核心是人。现在流行上云平台、AI诊断,但我必须吐槽——自动诊断目前十次有八次不准!它能把轴承松动报成不平衡,把润滑不良报成不对中。最后还得靠有经验的振动分析师去“翻译”频谱。比如我的绝招:看加速度包络谱里的“滑雪坡”现象,十拿九稳是早期轴承缺陷。💪但培养一个能看谱的人,最快也得两年。所以,要么下决心内部培养,要么外包给专业诊断服务,千万别以为买套带AI的软件就万事大吉了。
最近业界在推无线传感器和边缘计算,我们试点了几个测点,确实省了布线,但电池续航和信号穿透性还是问题。厚钢板屏蔽下,ZigBee信号衰减得厉害,最后改成了LoRa。这些小细节,都是书上不写的。
问:我们厂已经在用CMS了,但报警泛滥,怎么优化?
答:报警阈值不能只按ISO标准设绝对门限。一定要用统计报警,比如基于历史数据的自适应阈限,或者结合工况的“阶梯报警”。另外,多参数联合报警能大幅降低误报。我们调整后,报警数量从一天上百条降到十条左右,且每条都有价值。记得定期评审报警设置,否则人就麻木了。
所以说,状态监测这东西,真不是买个盒子装上就完。它得跟你的工艺、团队、管理流程长在一起。看着厂里那台轧机连续运行18个月没停过,比换下来的轴承堆成山那会儿,心里还真是有点小成就感。❗不过路还长,下一步打算把动平衡和激光对中的数据也拉进来,搞个真正的预测性维护闭环。如果你也在搞CMS,欢迎来交流那些糟心的事儿——毕竟,谁不是从坑里爬出来的呢?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:状态监测(CMS):从踩坑到真香的预测性维护实战录 https://www.dachanpin.com/a/tg/57504.html