扯掉遮羞布:多数企业所谓的“精益”只是高级打扫卫生
说实话,我跑了上百家工厂,见过太多荒诞剧。墙上贴着“消除浪费”,地上划着5S标线,员工却靠在机器旁刷手机。问班组长什么叫拉动式生产,他挠挠头:“就是客户要多少我们做多少呗……” 再问一句:那你们怎么知道客户要多少? 答曰:月度计划表Excel拉出来的。哎。
这事儿其实特简单——也没那么简单。精益生产从来不是一堆工具的拼盘,它是一套完整的思维体系。可就是有人把它玩成“车间选美”,看谁的地板亮、标语多。气人。
不过话说回来,也不能全怪工厂。咨询公司一窝蜂推销看板架和安灯系统,收了钱拍拍屁股走人,留下一堆高价废铁。真正的精益,必须从价值流里“挖”出利润,而不是往墙上贴金子。
先搞清楚一个致命误区:精益生产≠零库存。我见过有老板硬逼供应商VMI,把自己仓库清得干干净净,结果上游憋死三家配套商——整个供应链差点崩盘。这叫精益?这叫抢劫。
咱们从头捋。
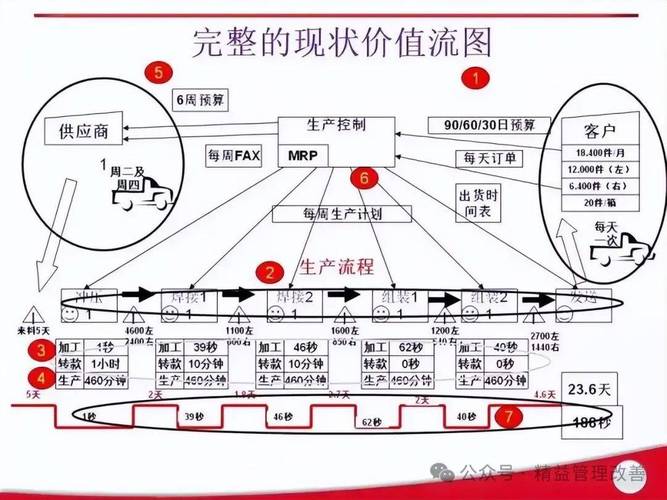
价值流图:你的手术刀,不是壁画
很多工厂把价值流图(VSM)画得漂漂亮亮,裱起来挂会议室,领导参观时指指点点:“看,我们搞精益了。” 惨的是,图上标的库存周转天数15天,实际仓库里趴着45天的货。没人去现场数箱子,全在办公室拍脑袋。
价值流图的灵魂在于——现场、现物、现实。你得拿着秒表蹲在机台旁边,盯着物料一箱一箱流动,记录每一次停滞。那些非增值时间,才是真正的敌人。我记得有次给一家注塑厂做诊断,注塑节拍12秒,但后工序去毛刺居然堆了三天在制品。为什么?因为更换模具要两小时,生产计划怕停机,干脆一次打半个月的量。这就是典型的“局部效率坑死整体流动”。
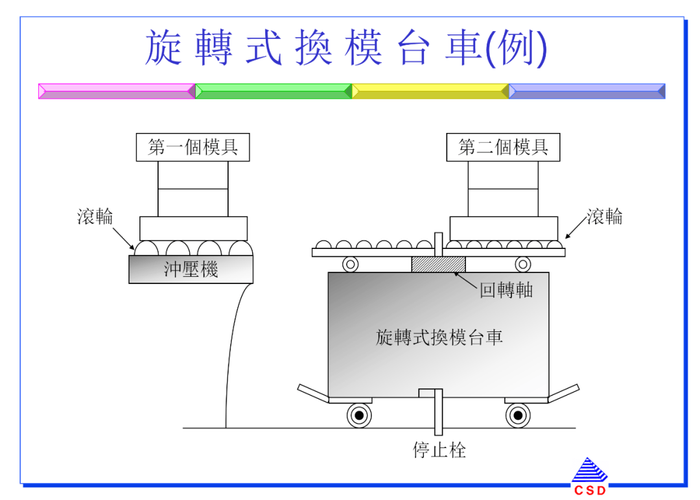
想要打通流,快速换模(SMED)必须狠下功夫。把内部作业转为外部作业,模具预热、工具准备提前弄好,换模时间从两小时砍到20分钟,不是什么神话。我们干过,确实能做到。可工人刚开始抗拒——废话,十几年习惯了一停就歇着,现在逼着他们分秒必争,谁乐意?这时候就得拿出尊重人性那一套,让他们自己参与改善,尝到甜头。千万别自上而下压指标,那会死得很难看。
有人会问:
问:价值流图分析完了,改善顺序怎么定?总不能一口气全改吧?
答:先抓瓶颈工序,别撒胡椒面。瓶颈决定了整个系统的产出,你改别的地方纯属瞎忙。找到节拍最慢、在制品堆积最多的环节,集中火力打歼灭战。可能是设备OEE低,可能是换模太久,可能是质量不稳定老要返工。用鱼骨图和帕累托找根因,然后上对策。还有,别贪多,一个月死磕一个点,比一年铺开一堆“项目”有效得多。
看板不是便签纸,拉动系统的神经
一说看板,很多企业马上买一堆磁卡、塑料盒,煞有介事地挂在工位旁。可你要是问:“你们这看板数量怎么算的?” 准保瞪眼。看板数量=日需求量×(补货周期+安全时间)×(1+安全系数),这公式倒背如流,但参数全是拍脑袋填的。根本不做数据分析,导致看板要么太多——回到库存堆积;要么太少——天天停线待料。最后结论:看板没用。
冤枉啊。
拉动系统的核心不是那张卡片,是暴露问题的机制。当后工序只取走需要的量,前工序必须立刻补货,一旦哪个环节断流,整个产线就会停摆。这恰恰是我们要的——逼迫管理层当场解决问题,而不是把问题藏在地板下。丰田的安灯拉绳,一拉整条线停,所有人扑过去救火。咱们呢?拉绳?不存在的,有问题记下来,下班再说。这就是差距。
我强烈建议中小企业先从双箱系统开始玩,别一上来就搞电子看板。两个箱子,用完一箱翻信号卡,简单粗暴有效。玩溜了再升级,别好高骛远。
还有个血的教训:看板必须和物流捆绑。有的厂营销拿不到准确预测,生产排程全靠猜,仓库发料乱七八糟,看板就成了聋子的耳朵。先整好平准化生产,哪怕做不到绝对均衡,至少把波动控制在可控范围。否则看板系统会变成踢皮球游戏,最后全员唾弃。
问:我们厂多品种小批量,适合用看板吗?
答:太适合了!但必须搭配单元生产或柔性化布局。多品种小批量最怕换模频繁导致产能浪费,用成组技术把相似工艺归族,设计快速换模,然后看板拉动。注意,看板数量要按每种产品分别计算,而且需要定期调整。别指望一套参数吃半年,市场在变,看板也要动态review。简单说,就是每月复盘一次实际需求和补货周期,修正参数。懒不得。
另外,供应商端也要推拉结合,别死心眼只用一种模式。长交期物料用MRP推,短交期通用件用看板拉,混合着来。
持续改善:从“尸位素餐”到全员找茬
精益圈最烂大街的词就是“持续改善”,说出口容易,做起来比减肥还痛苦。多数企业的改善停留在“合理化建议箱”落灰,或者每年搞两次QCC发表会,PPT做得天花乱坠,现场纹丝不动。根源在于——管理者不肯授权,员工凭什么卖命?
我见过一家民营汽配厂,老板亲自抓精益,天天骂干部不动脑子。可他自己呢?操作工发现有个夹具一松一紧影响精度,想调一下,必须打报告经三级审批,等批下来三天过去,生产都做完了。“改善”活活拖成“改恶”。
真的改善文化,必须允许试错。划一个试验区域,让一线员工随便折腾,炸了也没事——当然,安全底线不能突破。那种容错空间,才能养出改善的生态。有个冲压车间,工人自己琢磨出在模具上加一个吹气装置,省掉取件动作,节拍从5秒降到3.5秒。没花一分钱!可要是按正常流程,这个点子三个月都落不了地。
还要干掉八股文汇报。改善成果不要写万字报告,一张A3纸就够了,问题、现状、根因、对策、效果,清清楚楚。我甚至见过用便利贴贴在机器旁,比任何系统都管用。
💡这里给个实用招:每周五下午停工半小时,全员搞“找茬大会”,每人必须提一个细微浪费——哪怕只是一个螺丝位置不合理。坚持一个月,你会看到变化。
精益生产,归根结底是思维方式的战争。你买到丰田的设备、拷贝了流程,但学不来尊重人、暴露问题的勇气,一切白搭。下一次,当你又想买一套几十万的MES系统时,先问问自己:工人们真的需要吗?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:精益生产:为什么你学了十年,还是只懂皮毛? https://www.dachanpin.com/a/tg/57515.html