质量不是检验出来的,是“设计”进产品的
传统上,我们总觉得质量是制造部门的事,顶多加上质检。田口玄一却不这么看。他提出一个概念:质量损失函数。简单说,只要产品特性偏离目标值,哪怕还在公差范围内,就已经给社会带来了损失。这种损失用金钱衡量会非常直观——比如一根传动轴,如果动平衡超出最佳点,每偏差1克·厘米,汽车振动加大,寿命缩短,最终折算成用户多花的油钱和维修费。算下来,一年几百万的损失!这让我们这些搞工艺的突然被推到了台前:我们不是在控制“合格率”,而是在帮公司省钱。 田口把产品设计分成三个阶段:系统设计、参数设计、容差设计。大多数企业忽略了中间的参数设计,直接从系统跳到容差,于是“公差越收越严,成本越抬越高”。参数设计的能耐就是:找到一组参数组合,让产品性能对噪声因素最不敏感——也就是所谓的稳健性。实现工具正是我们熟知的正交表,但配上信噪比(S/N比)分析。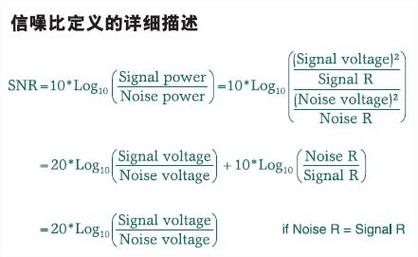
工业4.0时代,田口方法的复活与变身
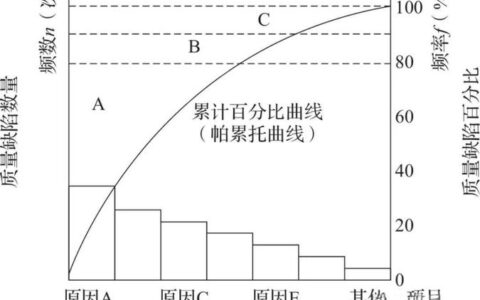
这几年智能制造喊得震天响,数字孪生、工业大脑满天飞,但我发现在一些头部企业,田口方法反而“翻红”了。为什么?因为数字孪生需要高效的DOE策略来构建模型。你想啊,数字孪生可以模拟真实产线,但仿真一次可能也要十几分钟甚至几小时,如果要用全因子实验,算力根本扛不住。田口的正交设计成了绝佳的采样策略,用最少的仿真次数训练代理模型。某挖掘机液压阀体铸造仿真,就用L18田口设计加Kriging模型,把缩松缺陷概率降了80%,耗时却只有传统RSM的1/3。❗ 更让我兴奋的是,田口思想正在和机器学习融合——用信噪比作为目标函数训练强化学习模型,让AI自己学会对抗噪声。去年一家电池涂布机改造项目,我们将涂布厚度位置数据流当作噪声序列,构建了田口-贝叶斯优化框架,实时调整模头间隙。结果是极片厚度一致性提升巨大,而且产线速度还能再提5%。这完全超出传统田口方法手工实验的范畴,变成了在线的、动态的稳健控制。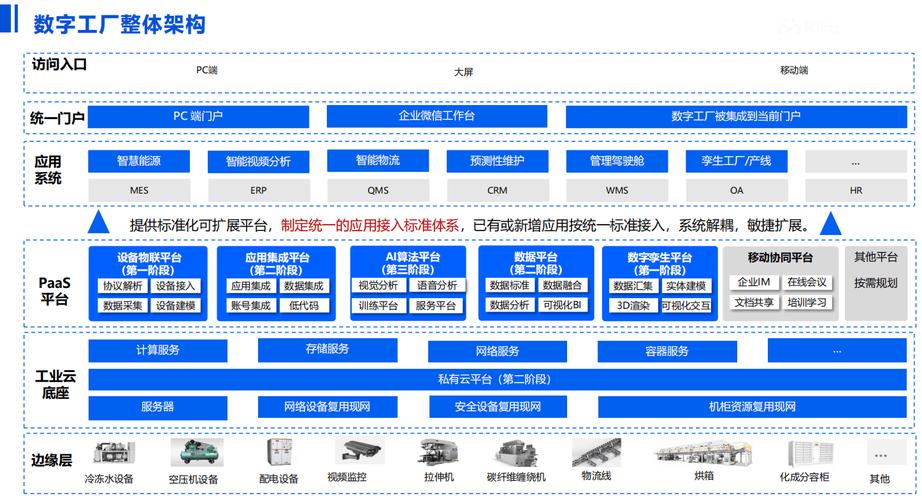
一些让你少走弯路的实践细节
我踩过的坑总结几个: – 别迷信目标特性噪声比:望目特性的S/N比公式有好几种,选错了会让优化方向跑偏。比如微孔钻孔直径,目标是0.3mm,偏差越小越好,但如果你用望大公式,会把直径往大了推。记住,望目特性必须同时考虑灵敏度和变异。 – 交互作用藏在列号里:很多正交表是有限制的,比如L8(2^7)中,1列和2列的交互作用在3列。如果你把重要因子放在了交互列,分析时就看不见它了。点线图工具能救命。✅ – 验证实验要狠:最优参数组合几乎不可能在已有的正交实验中出现,所以必须做验证。而且要连续做多批,看长期稳定性。没有验证的田口就是耍流氓。 这些年玩田口方法,最大的感悟是:它培养了一种“对抗变异”的思维。搞制造的人,往往被变异搞疯,田口方法给了我们一套武器。但它也需要耐心和洞察,不是按几个按钮就出奇迹。如今结合数据科学,它的边界正在快速扩展。我见过一家做微型减速器的公司,用田口+遗传算法,把齿轮侧隙变异减少了60%,还上了Quality Engineering期刊。别小看这个老方法,它芯子里是质量哲学的顶峰。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:田口方法实战:为什么你的工艺优化总是差一口气? https://www.dachanpin.com/a/tg/58666.html