前一阵子去一个做复合材料的客户那,看他们切碳纤维板。
激光?不行,烧得焦黑,边缘分层。铣刀?更别提了,劈成狗啃的一样。最后他们上了水刀——说实话,那效果,惊到我了。
切口光洁得像打磨过,关键是没有热影响!一堆人不理解:就靠水,真的能切钛合金能切防弹玻璃?
超高压水射流,不是你家洗车那个
讲真,我第一次近距离接触水刀,是十年前在佛山一家石材厂。噪音巨大——必须戴耳罩!后来慢慢混这个圈子,才知道原来看似简单的原理背后,门道深了去了。
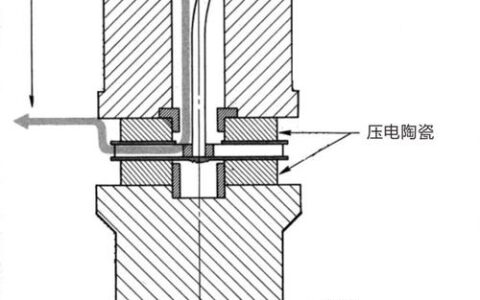
核心就是增压。普通自来水,经过液压增压器,硬生生提到3000到6000 bar——啥概念?相当于把一个成年人的重量,压在针尖那么大的面积上。再用一个极小的宝石喷嘴(直径0.1-0.3毫米,人造蓝宝石或钻石),射出来就是一道超音速水箭。很多演示会切水果、切木头,但工业上真正强悍的是磨料水刀:在水射流里混入石榴石砂,切割能力直接翻几个数量级。
这砂的粒度、形状、品牌选择……有水刀厂商因为砂选得不对,设备天天堵喷嘴,烦得要死。所以做久了,你会对那几十微米的东西,产生一种奇怪的敬畏感。
原理其实就这么粗暴——动能+磨削。但它带来的好处可一点不粗暴。因为没有热,没有化学变化,几乎能切任何材料:金属、陶瓷、玻璃、软胶、复合材料、石材,甚至食品。而且不用换刀具,不用担心加工硬化。
选水刀还是激光?一个让采购头秃的问题
我碰到最多的咨询,就是加工车间纠结到底上激光还是水刀。说实话,没有绝对答案,看你干啥用。
激光快,薄板切割成本低,但碰到高反光材料(铜、铝)或者厚板,就吃力了。而且热变形、热影响区(HAZ)对很多精密件是死穴。水刀擅长切厚的、反光的、对温度敏感的,比如50mm厚的钛合金飞机框架、夹层玻璃、印制电路板。缺点也明显——速度慢,运行成本高,尤其是耗材:高压密封圈、喷砂管、宝石喷嘴,哪个都不便宜。
问:那我们做不锈钢厨具的,板厚一般2mm以下,批量大,用水刀划算吗?
答:如果是平板下料,老老实实上激光或冲床。水刀的运行成本单件摊下来太高了,除非你切的形状特别复杂,且批量小。但假如你同时要切铜锅底复合底、或者带涂层板材,水刀就有优势——不破坏涂层,没有热变色。算账的时候,别忘了加上二次处理的费用,有时候你觉得激光便宜,但后续打磨去毛刺要人工啊。❗
还有个误区,很多人以为水刀就是纯水,切啥都行。其实纯水刀只能切软材料,比如橡胶、布料、泡沫;切金属或硬质材料,必须引入磨料系统。磨料水刀的系统复杂度、维护量也高出一截。
五轴、动态刀头……现在的技术早不是当年那回事
你要是还觉得水刀只是二维下料,那真该更新一下认知了。这几年,五轴联动水刀切割头已经很成熟——可以切斜边、锥度补偿、甚至3D形状的坡口。💡我记得有一家船厂,用水刀直接切出螺旋桨叶片毛坯的斜面,减少了大量铣削工时。
动态水刀技术也值得提一嘴。传统切割时,水柱会滞后,切出来的件底部有纹路、尺寸不准。通过实时调整切割头倾角,动态补偿滞后量,出来的精度——可以做到±0.025mm以内,真的吓人。用在航空航天、医疗器械上,基本免二次加工。
另外,软件和智能化的部分。现在好点的设备都有自动找边、断点续切、远程诊断,甚至能根据材质和厚度自动调整压力、砂量、速度。对操作工的要求反而更高了,不是力气活,是动脑的活。
问:纯水刀和磨料水刀,日常维护重点差别在哪?
答:纯水刀相对简单,主要就是定期换密封件、宝石喷嘴,高压管路检查。但磨料水刀麻烦得多——你得盯着供砂系统,防止堵塞;喷砂管(混砂管)是易损件,寿命通常只有几十到上百小时,换不及就会导致射流发散,切割质量断崖式下跌。还有废水处理,磨料水刀会产生大量含砂废水,环保要求严的地方,得配专门的过滤回收系统。所以买设备之前,一定把后期维护成本算进来,不然老板会找你麻烦。😅
不全是神仙操作,槽点也有

用久了就知道,水刀也有恼人的地方。高压管路接头处,时间久了微渗漏是常事;冬天防冻是个大问题,北方工厂一到零下,水箱、管路不加温,增压器直接冻裂给你看。还有噪音,即便加了隔音罩,长期在旁边的操作员,最好还是配耳罩耳塞。
另外说个挺反直觉的事——水刀切割其实非常危险。千万别被它“水”的样子迷惑。高压射流在近距范围内连防割手套都能穿透,如果伤到人,会直接把水射进组织,外部伤口小,内部损伤大,必须立刻手术清创。所以安全培训必须到位!
不过话说回来,哪怕有这些麻烦,水刀在精密加工、难加工材料这个细分市场,地位几乎无可替代。新的技术趋势,比如超高压(大于6000 bar)、微水刀(喷嘴小于0.1mm)、与机器人集成的自动化产线,都在持续拓宽它的应用边界。下次有机会,我再单独聊聊微水刀在电子行业的那些神操作——切割0.3mm的芯片贴膜,那才叫一个精细。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:水刀切割:冷态加工背后的那些门道 https://www.dachanpin.com/a/tg/57914.html