瓶颈:那个让你恨得牙痒的家伙
我见过太多产线,表面上一派繁忙,实则大量在制品堆积在某个工位。这工位,就是瓶颈。它决定整条线的产出。它卡壳,全线瘫痪;它顺畅,下游反而可能饿死——因为节拍不匹配。识别瓶颈,理论上一大堆。但我的土办法:盯住那个工位前永远堆着最多半成品,工人忙到连喝水时间都没有的地方。十有八九,没跑。✅
有一回,我们以为瓶颈在装配,花大钱加了自动化。结果?治标不治本。真正的问题出在前道焊接——夹具定位慢,每次装夹多耗8秒。这8秒,经过产线放大,后端产能损失近30%!💡 老板脸都绿了。后来,我们把夹具改成快换式,成本不到两千块,节拍提升了10%。你瞧,有时候解决问题不需要大炮,一把螺丝刀就够了。
ECRS不是四个字母,是四把刀
改善生产线平衡,绕不开ECRS:取消(Eliminate)、合并(Combine)、重排(Rearrange)、简化(Simplify)。但别把它当成万能公式。我在实际项目中,有时直接跳步——你猜怎么着?一次把某工位的冗余检查步骤直接取消,工人欢呼,质量也没崩。❗
当然,用不好就是灾难。隔壁工厂,瞎合并工位,结果产品缺陷率飙升。所以,动手之前,先上马表、先录视频、先做山积表。数据不骗人。
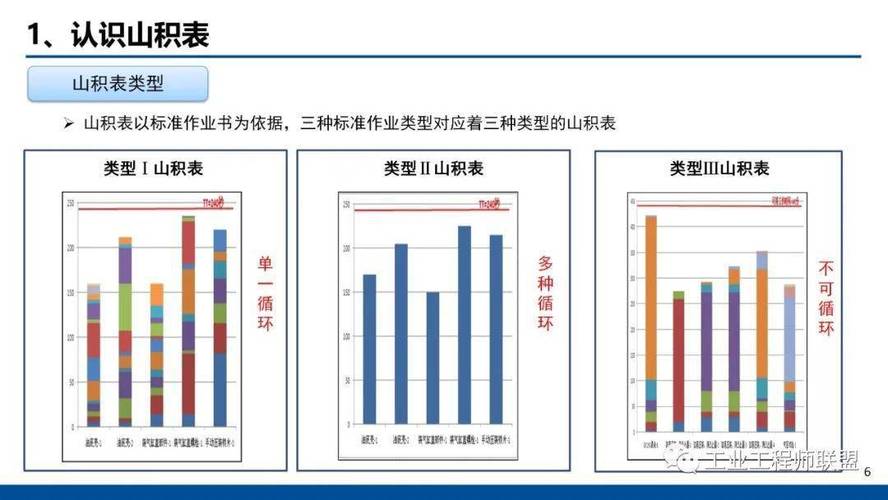
山积表看起来土,但直观。每个工位柱状图,时间一画,谁多谁少,一目了然。我见过最夸张的一条线,瓶颈工时是其他工位的2.5倍!这哪是平衡,这叫一个王者带四个青铜。
数字化?别光指望屏幕上的花花绿绿
现在满嘴的工业4.0、数字孪生。确实,我们在产线上装了IoT传感器,MES系统实时展示每个工位的产出、节拍、异常。这让平衡分析从“事后诸葛亮”变成了“实时监控”。以前趴一天测工时,现在动动鼠标,一周的数据都在眼前。
但有个坑。数据太容易获得,反而让人懒于思考。系统告诉你5号工位堆积严重,你可能立刻调整人力。可根本原因也许是上游物料质量波动——这批螺丝垫片厚了0.1毫米,自动拧紧机就需要更长扭矩建立时间。这些微妙变化,屏幕不会直接告诉你。所以,我坚持每周必须有四小时在现场,用脚丈量产线,而不仅仅用鼠标滚动屏幕。
问:我们公司刚上了一套APS排程系统,能自动计算节拍,生产线平衡是不是就不用工程师了?
答:想得美。系统能算出理论最佳平衡,但实际产线有人的因素——老王手快但爱溜号,小李新手总出错……系统给的方案,现场未必跑得通。IE工程师的价值,就在于把人和机器捏成一个有机整体。软件是工具,不是大脑。再说了,系统给你一个98%平衡率的方案,但需要挪动10台设备,你干不干?这时候,就得靠人的判断。
人,永远是最变量的变量
说到人,那是生产线平衡里最大的不确定项。你排好了标准作业,结果怀孕的女工请假,临时替岗的没培训到位,全线节奏就乱了。所以,技能矩阵、多能工培养,比任何算法都重要。
我们推行过“细胞式生产”,每个小组负责完整组装,平衡不是靠工位,而是靠团队成员间的互相补位。效果?产能提升有限,但离职率下降了40%。值不值?非常值。平衡不仅平衡任务,还要平衡人的心态。
问:生产线平衡的衡量指标那么多,哪个最关键?
答:平衡率(Balance Rate)是个基本盘,公式:各工位时间总和/(工位数×瓶颈时间)。但别死盯着这个数。我更看重“平衡延迟率”——因不平衡造成的等待时间占总时间的比例。另外,产线人员数不变下,实际产出与理论产出的差距,直接反应改善空间。💡 我常用另一个土指标:“小时产出波动率”。如果每小时产出像过山车,那平衡绝对有问题。
最后一句掏心窝的话
生产线平衡,没有终点。市场一变,产品一换,昨天的平衡就是今天的浪费。所以,把它当作一种持续的肌肉记忆,而不是一次性的项目。小步快跑,每周抠几秒,一年下来就是天文数字。共勉。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:生产线平衡:在看似细微的调整中榨出20%的效率——一位老工程师的实战笔记 https://www.dachanpin.com/a/tg/58052.html