去年这时候,车间主任老张拍着桌子骂:“这破玩意儿又误报!”——说的是那套花了二十万的传统视觉检测系统。光源稍微偏一点,良品就成废品。说实话,我当时真想把它砸了。
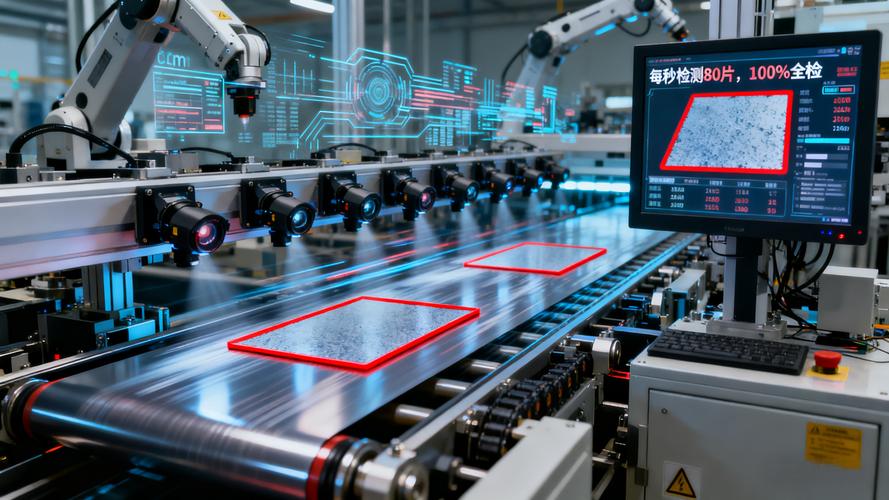
可现在呢?老张叼着烟,看着新上线的深度学习质检线,憋出一句:“还真他娘的好用。” 这就是计算机视觉(CV)在工业界的真实写照:从机械式的“看”到智能的“理解”,中间隔着无数个绝望的夜晚和惊喜的清晨。

传统机器视觉:死板的“合格判官”
搞过自动化的人都知道,传统视觉靠的是特征工程——你得像教幼儿园小孩一样,精确告诉它边缘在哪里、面积多少、圆度几何。光源必须稳如泰山,工件位置稍有偏移,整个算法就崩了。💡 记得有次给轴承做表面缺陷检测,光调光源就用了三天。最后发现产品换了批次,表面反光率变了,又得从头来。那种挫败感……啧。
更可气的是,它还特别“轴”。明明是灰尘,它报划痕;明明是真裂纹,它又漏过去。检测规则是你一条条写的,但产线上的变量无穷无尽。传统视觉没有容错,没有泛化,它只是一个忠实的数字比较器。老张骂得没错,因为它确实蠢。
问:我们厂用的就是传统视觉,到底要不要升级成基于深度学习的计算机视觉系统?答:这得看你的烦恼是什么。如果你家的缺陷类型固定、对比度高、产线环境像实验室,传统视觉足够稳。但如果缺陷形态多变(比如铸件表面的缩孔、裂纹,或是织物纹理上的瑕疵),传统方法会让你崩溃。深度学习擅长处理“看起来像那么回事但很难用规则描述”的东西。不过,升级不是买个软件就行——数据准备才是大头,后面细说。
深度学习的“眼”:聪明,但挑食
2018年我们第一次尝试用卷积神经网络(CNN)做焊点缺陷检测,模型在实验室准确率99.5%,一上产线掉到70%!为什么?训练集全是精心挑选的标准化图像,而产线上的焊点形状各异、光照忽明忽暗、还常有烟雾干扰。模型没见过这种乱糟糟的场面,直接歇菜。
深度学习用在工业CV上,最核心的优势是端到端学习——它自己从数据中提炼特征,不用你手工设计规则。但它的命门也在这儿:它极度依赖数据的“代表性”。✅ 后来我们学聪明了,直接在产线上架个相机,连续采集三天的图像,不分好坏全部存下来,再慢慢标注。还故意在晚上光照最差的时候拍一批。模型重新训练后,准确率稳在96%以上。❗ 这件事给我的教训是:工业AI不是PPT里的算法魔法,是脏活累活堆出来的。

另外,小样本问题是工业界的家常便饭。一个新产品可能总共就几十个缺陷件,怎么训练?我们试过数据增强:旋转、缩放、加噪、甚至用GAN生成假缺陷——有些效果拔群,有些反而让模型学会了增强带来的伪影。🙄 还有迁移学习,拿ImageNet预训练模型过来微调,对纹理类缺陷还行,但对金属表面高反光这种与自然图像差异巨大的场景,帮助有限。所以,别信那些“通用视觉平台”的鬼话,工业视觉必须定制。
问:深度学习推理速度太慢,节拍跟不上怎么办?答:这是高频问题。我们踩过的坑是直接用1080Ti跑1200万像素图像,一张图300多毫秒,产线节拍只有1.2秒,根本来不及。后来三管齐下:① 模型剪枝+量化,把浮点模型转成INT8,推理速度提升4倍;② 用推理专用芯片,比如英伟达Jetson系列或Intel Movidius,功耗低还快;③ 软件层面多线程+张量RT优化。最后实在不行,就降低分辨率或只检测关键区域(ROI)。别指望一个模型端到端搞定一切,工程上永远是折衷。
硬件与环境的博弈:细节决定生死
算法再牛逼,镜头没选对一样白瞎。我们有个项目检测微型电子元件,缺陷尺寸仅0.02mm。一开始用普通工业镜头,成像边缘模糊,小缺陷根本分辨不出。换了远心镜头后,整个世界清晰了——但也贵了十倍。😑 计算机视觉从来不只是算法,它是光学、机械、电气和软件的混合体。

光源更是玄学。某次做透明塑料件检测,怎么打光都有反光斑,最后试了红外背光才解决。还有环境光干扰——车间窗户的光线早晚不同,加了遮光罩也得做动态白平衡。这些细节,教科书根本不会写。搞工业CV,你要有一颗和物理世界搏斗的心。
计算平台的选择也让人头秃。用IPC(工控机)插显卡稳定但占地方;用嵌入式设备紧凑但性能有限;走云端?延迟和带宽让你怀疑人生。现在流行边缘计算,我推荐CPU+神经计算棒的搭配,兼顾算力和成本。最近试了某国产AI芯片,推理速度比Jetson Nano快一倍,价格还低,真香!但生态还在完善,选型要谨慎。
还得提一嘴实时性。有些检测必须在运动中进行——比如传送带上的瓶盖检测,每秒20个。这要求图像处理+推理必须在50ms内完成。我们被迫用上帧率300fps的高速相机,配合全局快门,再让算法在FPGA上硬化。代价:一套系统下来能买辆奔驰。所以,工业CV的难点往往不在技术本身,而在约束下的成本优化。
人机协作:AI不会取代老师傅
很多人担心AI让质检员下岗。我们实践下来的感受是:它更像是给老师傅配了个不知疲倦的显微镜。以前人工目检,两小时就得休息,不然漏检率飙升。现在机器初筛,人只复判机器不确定的样本,效率直接翻三倍。💡 有趣的是,老师傅们的经验还能反哺模型——他们把“疑似缺陷”标注出来,持续训练,模型越来越像他们肚子里的蛔虫。
不过,一开始推这个,阻力巨大。工人们觉得这玩意儿在监视他们,或者会害他们丢工作。后来我们把系统做成辅助提醒,有疑似缺陷时蜂鸣器响一下,工人可一键确认或忽略。慢慢他们发现,这鬼东西能帮自己减轻疲劳,还更容易发现隐藏裂纹,态度就变了。现在老张班组主动申请加装更多视觉工位……所以说,技术落地的关键是人心,不是代码。
问:小批量、多品种的生产模式适合上计算机视觉检测吗?答:适合,但要用柔性方案。传统的视觉检测换型需要重新调参甚至换硬件,太慢。我们现在用深度学习+小样本学习,给每个新品种拍几十张参考图,几分钟就能切过去。关键是系统架构要模块化——光源、相机可以手动调节,软件层面通过配方管理一键切换。当然,如果你的品种多到几十种,那得投入精力做自动化换型机构,比如伺服驱动的光源角度调节。
写在最后:工业计算机视觉没有银弹。它是一把需要精细打磨的工具,背后是光学、数据、算法和人性交织的复杂系统。别信那些吹上天的方案,也别因为几次失败就否定它的价值。毕竟,当那个24小时不吃不喝不眨眼的东西,突然逮住一个肉眼难辨的致命缺陷时,你也会像老张一样,吐个烟圈说:真香。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:计算机视觉(CV)落地工厂:那些年我们踩过的坑和真香时刻 https://www.dachanpin.com/a/tg/58184.html