那是去年夏天,我们一条产线连续三天废品率飙到4.7%。所有传感器数据正常,老师傅趴在机床前听了又听,摸来摸去,最后说:“这主轴,有妖气。” 我当时差点掀桌子——什么妖气,数据呢?但奇怪的是,三天后主轴真的崩了,直接停产18小时。
这就是传统质量控制的真实写照。我们迷信经验,却又被经验背叛。直到我们把预测性质量控制这套方法论真正用起来,才感觉从巫术走向了现代医学。但这条路,满是坑。
很多厂家推销员会告诉你:在机床上贴满振动、温度、电流传感器,数据往云上一传,AI咔咔一算,故障提前两周预警。💡听起来很完美对吧?我告诉你,我们第一次就是这样栽的。
我们在三台五轴加工中心上装了总计96个传感器——你没看错,96个。采样频率1kHz。结果第一天就崩溃了:数据流量太大,网关直接堵死;存储成本一个月烧了八千块;更可笑的是,模型预测准确率比扔硬币还低。为什么?
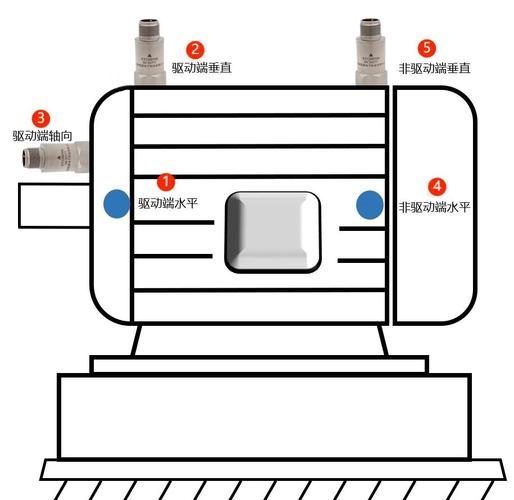
因为绝大多数传感器采集到的都是噪声。真正的质量劣化信号,往往只藏在少数几个关键特征里,而且需要和工艺参数、材料批次、甚至冷却液浓度交叉关联。我们后来砍掉84%的传感器,专注于主轴功率谱密度中的特定频段,加上工件装夹压力的时序数据,准确率反而跳到了89%。
这让我想起一句老话:多则惑,少则得。预测性质量控制的第一步,不是买传感器,是想清楚到底要预测什么——是刀具磨损,还是主轴不对中,或者夹具松动?每个故障的“指纹”完全不同。
说实话,现在很多人一谈预测性质量控制就言必称机器学习、深度学习。但我想泼盆冷水:没有高质量标签数据,再炫的模型都是玩具。
我们试过一次。花三个月整理了50万条历史数据,兴致勃勃训练了一个LSTM模型。测试时完美,一上线傻眼了——把正常波动全报成异常,车间警报一天响了47次。操作工直接把音响线拔了。❌
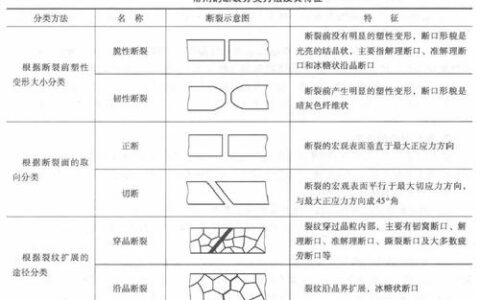
后来我们复盘,发现两个致命错误:一是所有“异常”标签都来自事后维修记录,但很多记录只写了“更换轴承”,没写清楚是内圈剥落还是润滑不良,这就好比告诉医生“我肚子疼”,医生问“哪里疼”,你说“反正就是疼”——没法诊断。二是正常数据里其实混杂了大量带病运行但未彻底失效的样本,被我们错误地标记为正常,模型自然学歪了。
我们的解法笨但有效:专门抽调三个资深质检员,对着大量油样光谱分析和振动频谱图,给数据重新标注,每一段都标记上具体退化阶段。三个月人工标注,换来了模型上线后误报率从35%降到4%。所以,做预测性质量控制,最贵的不是算法工程师,而是懂工艺的数据标定师。
问:中小工厂没那么多历史数据,怎么起步做预测性质量控制?
答:先从“异常检测”切入,别一上来就想预测剩余寿命。用无监督学习(比如孤立森林或者自编码器),只学设备正常状态下的数据模式。发现偏离就报警,然后人工分析。这样积累半年,自然就有了带标签的数据集。我们帮一家做轴承的供应商就是这样干的,现在他们的磨床振动模型已经能提前2.5小时预警砂轮不平衡,代价只是两台边缘计算网关和几个振动传感器,总成本没超过两万块。
很多项目死在这里:模型告诉你“主轴可能在72小时后故障概率上升至78%”,然后呢?操作工看了,哦一声,继续干活。或者维修部门说现在没空,等周末保养再看。于是预测白做。
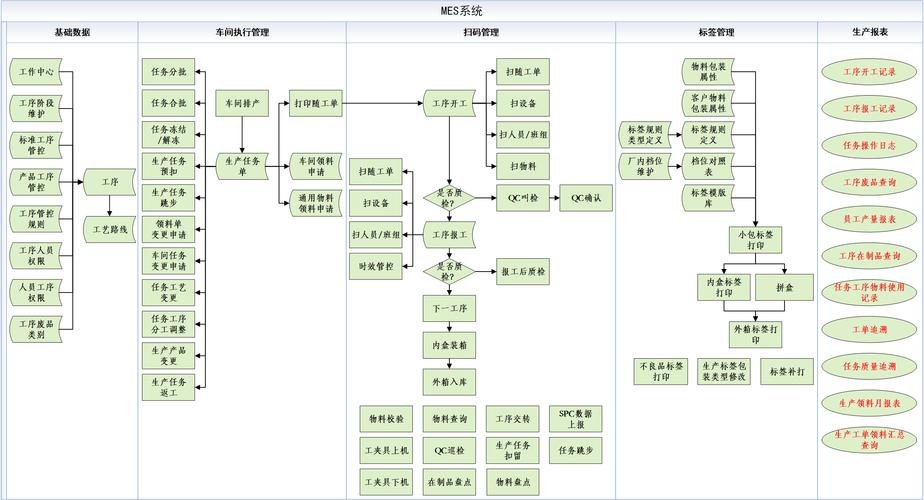
我们在内部推了一个强硬措施:预测性报警必须和MES系统、备件库存、排产计划联动。一旦触发特定等级的预警,系统自动叫停排产、锁定额外备件、通知维修提前干预。刚开始阻力巨大——生产经理拍桌子,说耽误交付谁负责?直到有一次,系统提前40小时预警了精镗刀故障,我们主动换刀,避免了一批价值27万的缸体报废,他才闭嘴。✅
这就是“闭环”。预测性质量控制不能只是看板上的一个酷炫曲线,它必须锤到生产流程里,带响的,疼的,有KPI的。
问:预测模型需要定期更新吗?如果工艺调整了怎么办?
答:必须更新,而且频率可能出乎意料。我们一般每季度全量重训一次,但如果换了新的刀具供应商、改了切削参数,甚至环境温湿度变化较大,就得马上收集新数据进行增量训练。现在有一种“在线学习”的方式,模型持续吸收新数据微调,但风险也大,容易“学偏”。建议保留人工审核环节——我们称之为“模型回炉”。有时候,人眼扫一遍频谱图,比任何自动化工具都管用。
讲了这么多技术,但我必须承认:最牛的预测传感器,还是人。
我们车间有一个干了二十年的钳工老周,他用手摸一下主轴箱,就能说出轴承游隙大概大了几丝。起初我用激光对中仪验证,十次准九次。后来我才理解,他的触觉实际上是在感知微米级的振动变化,只不过大脑处理方式是直觉,不是数字。
所以,我们的预测性质量控制体系,现在融合了“人的信号”。在现场终端上增加了一个简单输入:老师傅巡检后可以打标签——“声音不对”,“手感偏紧”,“铁屑颜色发蓝”。这些模糊信号经过标准化描述后,作为模型的一个输入维度。你还别说,加上这个,虚假报警又降了20%。💡
技术的终点不是取代人,是放大人的感知。这话可能有点鸡汤,但确实是我砸了几百万学费后悟出来的。
未来呢?我更看好边-云协同架构。在设备端用边缘AI做毫秒级实时推理,只上传特征值到云端做全局优化。5G的低延迟让远程专家实时介入成为可能——我们已经试过让德国工程师远程诊断振动谱图,时延不到15毫秒。预测性质量管理正从单机走向集群,从工厂走向供应链。但不管走多远,别忘了:任何算法模型,最终要服务的都是那些在轰鸣车间里,用手、耳、眼与机器对话的人。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:预测性质量控制:别再靠老师傅摸机床了! https://www.dachanpin.com/a/tg/60551.html