干了十五年装配,现在看到图纸上那个±0.01mm还是背后发凉—不是我怕做不到,是怕工艺工程师根本没搞懂这个数字在现场意味着什么。上周三,一个徒弟兴冲冲地跑来跟我说,他用精密虎钳夹着轴件,打表对中到了0.005mm,我差点把咖啡喷在卡尺上。要命!那根轴全长280mm,车间温差上午下午能差8度,线性膨胀量早就吃掉你的精度了。他一脸茫然,我叹气——这就是书本和现实的鸿沟。
装配不是搭积木。很多人以为拧紧螺栓、压入轴承就是照着SOP做,大错特错。举个例子:同样的M12螺栓,用同样的扭矩扳手,冬天和夏天打出来的预紧力能差15%。你信不信?反正我吃过亏。那次是给风电齿轮箱合箱,按工艺要求220Nm定扭,结果试车时箱体结合面渗油。查了三天,发现是因为车间温度低,螺纹副摩擦系数变了,实际夹紧力只达到设计的78%。后来我们加了一道工序:装配前将螺栓和工件同温处理至少4小时。这种教训,手册上可不会写。
✅ 为什么你的公差“合理”却装不上?
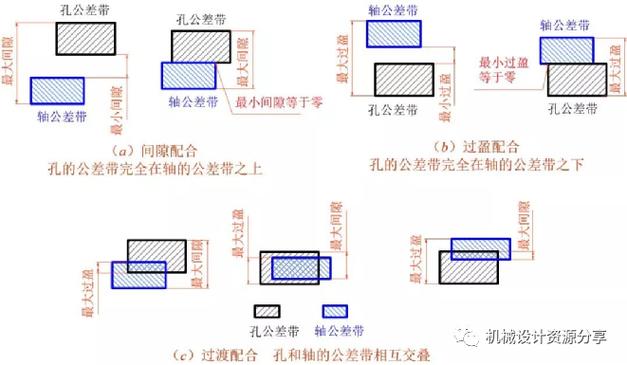
多数设计者还在用极值法算公差链,但真实的零件从机床下来,尺寸分布根本就不是矩形。你标了孔φ20H7,轴φ20g6,理论最大间隙0.041mm,最小0.007mm,划入滑配对吧?可如果孔加工出来全是下差、轴全是上差呢?看似合格,一装配就卡死。现场怎么处理?打磨!一打磨,几何精度全毁。说实话,这是逼着装配工犯罪。
我现在的做法是,关键配合必须统计公差分析,给CPK要求。比如我们给半导体设备装导轨,要求CPK≥1.33,实际上就是逼迫前道工序控制过程中心偏移。否则装配线上天天上演“选配”——这个词好听,其实就是挑零件,跟相亲似的。你见过一个装配组长蹲在料箱边上,拿内径千分尺一个一个量轴承孔,然后去匹配轴的尺寸吗?我见过,在产值上亿的工厂里。
问:既然选配这么原始,为什么不全部用自动化补偿?
答:你问得好——也有老板这么问过我。自动化补偿比如伺服压装实时力位监控,确实能吸收一部分公差,但成本呢?一台带压力-位移传感器的压机,够买三台普通液压机。而且补偿逻辑写起来要命:过盈量偏大时,你得控制压入速度,还得防止卡滞;偏小时,产品可能振动脱落。我们曾经在一个电机定子压装项目上,用位移-压力包络线做判定,光是摸清楚不同温度、不同表面粗糙度下的包络线边界就花了四个月。所以,很多厂宁愿选资深装配工,手感比传感器还准,这算不算黑色幽默?

❗ 防错,是防人还是防设计?
装配线上最怕的不是新手,是那种干了三五年、觉得自己什么都会的“老油条”。他们最擅长忽略作业指导书里的警告。去年我们推了个Poka-yoke项目,给电动工具加扭矩-角度窗口监测。结果呢?一个月后数据回溯,发现有个夜班,连续32颗螺丝的角度值都压在窗口下线上——原来操作工嫌工具报警烦人,把反作用力臂卡在工装的缝里,强行拧到位。我调出曲线的时候,真的是又气又笑。人这种生物,永远会寻找系统漏洞。
所以现在我相信,好的防错必须从设计端就堵死犯错可能。比如我们正在做的缸盖分装线,气门锁片极易漏装(双锁片结构,一盒子里几百片,眼都看花)。以前用相机视觉检测,总有漏判,因为油污反光。后来干脆改了设计:锁片槽底部打一个小孔,装配后通压缩空气测泄漏,漏气就报警。这下总没得逃了吧?甚至还有点爽——看着红灯亮起时那个犯错的老兄一脸震惊,像考试作弊被抓。
问:小批量多品种的装配,怎样低成本防错?
答:太现实了,这个问题。我见过的最聪明的做法,是一个做液压阀块的小厂。他们根本不买昂贵的传感器,而是用颜色和形状编码。比如不同孔径的螺纹堵头,头部涂不同颜色的耐油标记漆;并且放料盒做成仿形缺口,堵头放错方向就嵌不进。装配工看完彩色挂图,想装错都难。成本?就几罐喷漆钱。所以防错不一定要高科技,关键是对作业过程的理解够不够深。另外,还有一个狠招:强制节拍。不给操作工堆积半成品的机会,发现异常立即停线,坏品不许流下去,这样压力就转到技术和前道了,倒逼他们解决问题。但停线需要管理魄力,对吧?很多厂长看着装配线空着就肉疼。
💡 工业装配的未来:人机协作的灰度地带
现在流行谈装配自动化、协作机器人。我也参与评估过好几个方案。但说句扎心的话:大多数协作机器人在装配工位上,只是昂贵的搬运工。真正难装配的,比如柔性线束插接、软垫密封圈叠装、复杂的管路卡扣,机器人仍然搞不定——它没有触觉反馈的灵巧。人的手指有数以万计的触觉小体,能感知几微米的厚度差异和滑动趋势,这是当前力控技术远远追不上的。我们试过用六维力传感器做轴孔对准,光是克服重力补偿的温漂就让人头秃。
不过我并不是反对自动化。恰恰相反,我认为最好的工业装配是人机各行其道:重复性、高精度、大扭矩的活给机器,需要判断、适应、精巧手感的事交给人。我们一条产线改造后,把螺栓拧紧全部移给自动轴力机,装配工做什么?做机器不好做的:检查结合面清洁度、涂抹密封胶、整理线束走向。这些事,没有标准答案,只能靠经验。有个女工,涂抹密封胶能做到胶线直径1.2±0.1mm,比自动涂胶机还稳——她说秘诀是用食指压住胶嘴,感受出胶脉动。这是什么?这就是手艺。
我一直在想,将来能不能把这种手感数据化?让机器人学会?现在有公司在试验触觉传感器阵列,但还太嫩。也许十年后吧。目前,最理想的方案还是给熟练工好用的辅助工具,比如带视觉指引的智能扳手,或随动臂吊抵消重力。别老想着替换人,先想想怎么让人做得更舒服、更一致。这才是工业装配的正道。
最后说句题外话:常有人问,搞装配有没有前途?我的回答是,如果你只把装配当成拧螺丝,那确实没前途;但要是你能听懂设备异响、摸得清材料脾气、看得透数据异常,那你就是工厂的定海神针。这张图,我珍藏很久了——一台老式手动压力机,旁边放着数字显示器,上面记录着每一次压装的力-距离曲线,手写备注了天气和操作者代号。这是十年前一个退休老师傅留下的笔记本摘出来的。他告诉我:“机器能给出数字,但只有人知道数字背后发生了什么。”这句话,我想送给所有还在装配线上琢磨事情的年轻人。

免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工业装配的隐形杀手:那些图纸上不写的公差博弈 https://www.dachanpin.com/a/tg/61846.html