上个月,我在一家工厂看到一排工业级3D打印机正以近乎疯狂的速度吐出金属零件——不是塑料模型,而是能直接装进航空发动机的燃烧室部件。那一刻我突然意识到,我们嘴里念叨了三十年的‘第三次工业革命’,终于撞上了真正的拐点。
说实话,几年前我还对增材制造的批量能力嗤之以鼻。那时候啊,一台机器吭哧吭哧打印一双鞋子都要半天,谁要是说用这玩意儿做量产,我只会觉得他PPT看多了。不过话说回来…技术迭代的速度,有时真的会抽你耳光。
激光铺粉?电子束?真正的门槛不在工艺本身
很多人一上来就争论哪种成型技术更牛——激光粉末床熔融(LPBF)还是电子束熔化(EBM)?又或者粘结剂喷射(Binder Jetting)能否弯道超车?这些讨论固然重要,但如果你实际在产线待过,就会知道材料一致性和后处理的复杂性才是真正的魔鬼。 去年我们帮一家客户做钛合金支架量产,本来以为选好SLM机就万事大吉,结果发现每批次粉末氧含量波动就能让零件疲劳寿命相差40%。那种懊恼感,啧。

更要命的是后处理。支撑去除、热等静压、表面精磨——这些工序如果依赖人工,成本能吃掉所有利润。还好现在有了自动化产线方案,比如结合机器人上下料和在线监测,才让连续生产有了可能性。💡
从‘能不能打’到‘打得好不好’:QA环节直面行业痛点

很多读者私下问我一些特别实际的问题,有些甚至带着点火药味。挺好,我喜欢这种直接。
问:增材制造的金属件强度,真的比得上传统锻造吗?
答:分情况。如果是简单块状零件,锻造内部致密性依然有优势。但一旦碰到复杂流道或者薄壁点阵结构,传统工艺根本无法实现,而打印件通过拓扑优化的设计,强度重量比能提升300%以上。关键是你得懂怎么设计。我见过太多人拿着传统图纸直接转成STL,那不出问题才怪。✅
问:都说3D打印能降低库存成本,到底怎么实现?
答:核心逻辑是数字库存替代物理库存。比如石油钻井平台上一个价值两万美金的阀门,以往你得在仓库里备着五个,现在只要存一份参数文件,坏了就现场打印。但!前提是你的打印工艺和认证流程能跟得上。我见过最夸张的案例:某军工厂用这个思路把备件库存削减了70%,但前期投入了整整两年做工艺验证。❗
如果你在考虑切入增材制造,千万不要一上来就买机器。先想清楚你的零件到底有哪些几何特征是非打印不可的?成本模型建了没?后处理供应链找好了没?这些坑,我几乎每个项目都得提醒一遍。
人工智能撞上熔池:工艺控制正在脱胎换骨
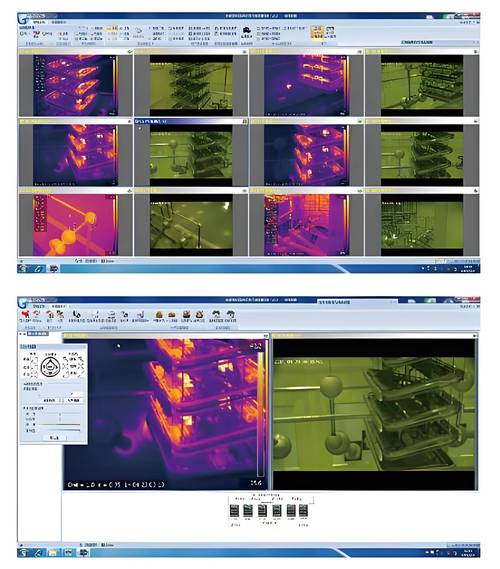
这两年最让我兴奋的,不是机器变便宜了——虽然确实便宜了些——而是AI实时监测系统终于实用化了。以前我们靠肉眼盯着摄像头看熔池,那能看出来个鬼。现在热成像加深度学习算法,可以在微秒级的时间内识别飞溅、气孔萌发等缺陷信号。有一次在做镍基高温合金叶片,系统自动调整了激光功率避免裂纹,那一刻的感觉…就像自动驾驶突然帮你踩了一脚刹车,惊险又踏实。
不过别高兴太早。数据!数据!数据!没有大量标注过的缺陷样本,这些AI模型根本就是个摆设。这也就是为什么大厂越来越倾向于构建自己的数据中心,而小玩家只能依赖设备商提供的通用方案——说实话,效果往往差强人意。
还有一点容易被忽视:参数包的跨设备移植。你在一台机器上调好的完美参数,换到另一台同型号的设备,可能就需要重新摸索。这里面涉及光路校准、粉末批次、甚至厂房温湿度等令人抓狂的因素。目前行业里在推的数字孪生技术,算是个方向,但离一键移植还有距离。
我们最近测试了一种混合制造方案:先用激光熔覆打印出主体,再直接用CNC进行精加工。优势很明显,一次装夹就能完成,精度能到μ级。但编程复杂得让人想摔键盘。如果你有兴趣,我建议先从简单的二合一设备入手,别一上来就搞五轴联动打印。😅
忽然想起上个月那根报废的液压阀体,打印了整整十九个小时,就因为最后十分钟的保护气流量波动,内部产生了微小裂纹。增材制造就是这么一种让人又爱又恨的技术——它给了你无限的设计自由,却又用严苛的过程控制把你紧紧捆住。但话说回来,一旦驾驭了它,那种成就感和商业回报,是传统减材制造很难给你的。
最后啰嗦一句:如果你还在用增材制造做快速原型,真的,是时候重新审视它的潜力了。现在的赛道已经是批量生产,只是大多数人还没意识到而已。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:突破原型枷锁:增材制造(3D打印)如何走向批量生产? https://www.dachanpin.com/a/tg/54768.html