说实话,这事儿我憋了很久。工业机器人这行,水比想象中深得多。十年前我刚开始帮工厂做自动化改造,上来就栽了个大跟头——买了一台某名牌六轴,结果发现负载根本不够,末端执行器一装,节拍直接崩掉。 心疼啊,两百多万的设备,最后只能干点粗活。
一、负载和臂展,真不是越大越好

新手最容易犯的错:盲目追求大负载、长臂展。想想也对,谁都希望一台机器人能覆盖所有工位,对吧?但现实是,负载越大,精度越难保证,而且能耗、占地、维护成本都跟着涨。我见过一个项目,本来3kg的协作机器人就够,硬上了10kg的传统工业机器人,结果工作半径受限,还得加装第七轴地轨,加起来比两台小机器人还贵——简直荒唐。
选型的时候,必须把末端工装的重量、质心偏移、加减速产生的惯性力矩全算进去。别只看额定负载,那是静态的。动态工况下,有效负载往往得打七折。还有,臂展千万别卡着极限用,留出15%~20%的余量,否则调试的时候想死的心都有。
问:国产和进口工业机器人,差距还大吗?
答:得看怎么比。如果是汽车焊装线那种高速、高精度的活儿,发那科、库卡、ABB确实稳,人家几十年迭代不是白给的。但如果你做的是上下料、码垛、简单装配,国产一线品牌比如埃斯顿、新松,表现绝对够用,价格能便宜30%~40%。而且现在国产的运动控制算法进步飞速,很多场景下节拍已经不输了。不过,进口机器人的备件和售后依然是个坑——贵,周期长。我去年一条产线等库卡的伺服电机等了六周,产线停了六周,这损失比机器人本身贵多了。
二、精度和重复定位精度,傻傻分不清
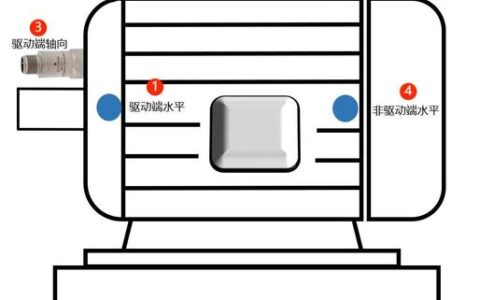
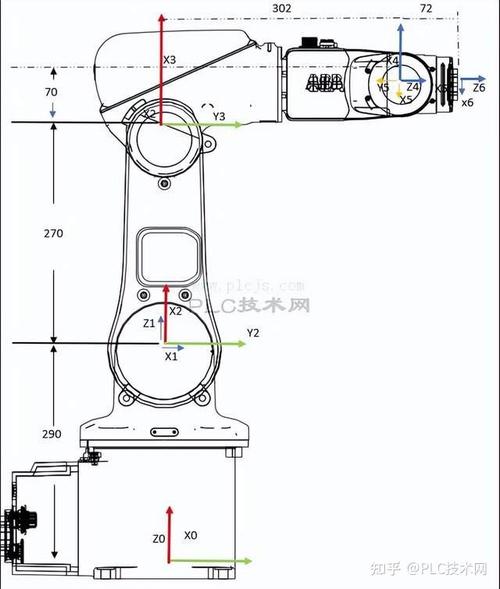
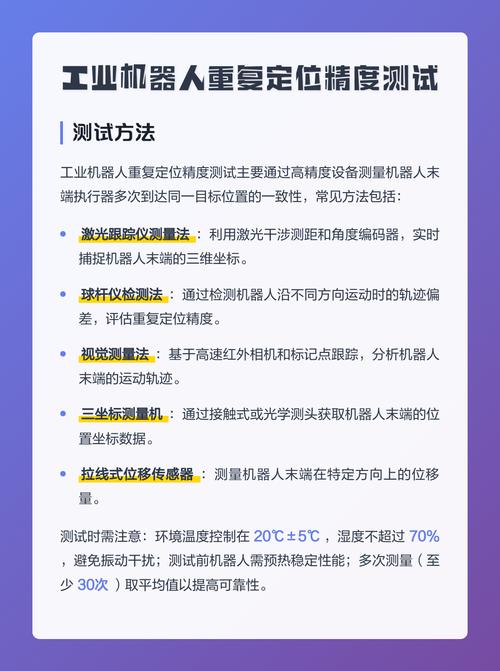
这两个概念,我至少跟客户解释过几百遍。重复定位精度是机器人回到同一个点的能力,而绝对路径精度则是走出一条精确轨迹的能力。很多宣传册上标着±0.02mm,你以为是干精密装配的神器?醒醒吧,那是空载、低速下的重复定位精度。一旦速度上来、负载加上去,实际轨迹误差可能放大到毫米级。我吃过亏,用一台标称±0.05mm的机器人做激光切割,结果拐角处经常过切,查了半天才发现动态路径精度根本不达标。所以,如果是弧焊、激光切割、3D打印这类应用,一定要问清楚机器人的全场路径精度,必要时上激光追踪仪实测。
问:机器视觉到底要不要配?感觉成本涨不少。
答:这么说吧——如果你的工件位置完全固定,且不变形,那纯机械定位就够。但现实中呢?来料总有偏差,托盘会磨损,甚至同一批次的产品都有细微差异。没视觉,机器人就是个瞎子。我强烈建议,一旦涉及柔性抓取、精密装配、质量检测,视觉系统不是选配,是刚需。现在2D智能相机几千块就能搞定,3D的也不贵了。别舍不得这笔钱,后期停工调教的时间成本,远高于一套视觉。
三、系统集成,最容易忽视的隐形杀手

机器人本体只是冰山一角。真正决定产线能不能跑起来的,是系统集成。夹具、输送线、PLC通讯、安全围栏、MES对接……这些环节任意一个出问题,整条线都得趴窝。我见过最离谱的一个项目:机器人本体没问题,但夹具设计不合理,夹爪张开时间比计划慢了0.3秒,导致整线节拍从30秒跌到38秒,算下来一年少产十几万件。后来重新优化气路、改用快换盘,才勉强救回来。
还有通讯协议。有些工厂老旧的PLC只支持Profibus,而新机器人只带Profinet或EtherCAT,就得加协议转换器,延迟一大,高速动作直接报错。所以,选型前,一定把周边设备的兼容性摸透。别光盯着机器人参数,产线是一个系统。
四、协作机器人,未必适合你的场景

这几年协作机器人火得一塌糊涂。安全、易用、部署快,好像无所不能。但我要泼点冷水:协作机器人不是万能药。它优势是人机交互、柔性作业,但如果你的产线需要高节拍(比如低于3秒的重复动作)、大负载(超过15kg)、或者极端环境(粉尘、高温),那传统工业机器人还是首选。我见过一个厂把协作机器人用在冲压上下料,结果因为粉尘太大,关节电机半年报废两回。而且,协作机器人的安全受限于速度,高速模式下必须加装安全光幕或围栏,那“协作”的优势就没了。
选机器人,一定要先从工艺需求倒推:节拍多少?可达精度?环境如何?预算周期多久?而不是听销售忽悠“这套方案最先进”。每个车间都有自己的脾气,合适的才是最好的。
最后啰嗦一句:工业机器人这玩意儿,买着贵,用不好更贵。前期调研做足,该测试的别省,该请专业集成商的别自己硬扛。毕竟,产线停一天的损失,可能够买半台新机器人了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工业机器人选型避坑:那些年我交过的百万学费 https://www.dachanpin.com/a/tg/56318.html