说实话,我刚入行那阵也烦MSA。觉得不就是算算重复性么,折腾半天不如多测几个活。直到有一次,一个做精密阀体的厂子,内外圆磨得亮晶晶,出货却老被退货。吵来吵去,最后发现三坐标测头的宝石球磨损了——测了半年,全在给废品放行。那一刻我后背发凉。不是零件不行,是尺子“瞎”了。
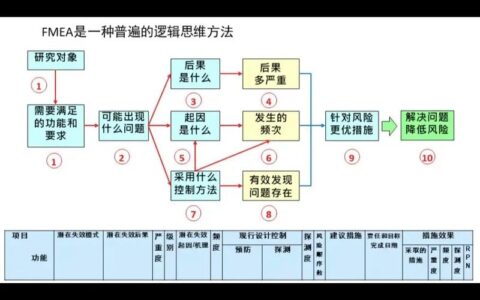
MSA到底在测什么?不是零件,是“测量系统”的鬼把戏
很多人以为MSA是考操作工的手艺。错。大错特错。它扒的是整个测量系统的底裤——量具、人、方法、环境,全扒。
我们总盯着产品特性,却忘了测量值本身是个“观察结果”。观察就有误差。MSA把误差撕成两类:准确度(偏倚、线性、稳定性)和精确度(重复性、再现性)。偏倚是系统性的“歪”,比如千分尺零位跑了;线性是量程内偏倚的波动,小尺寸准、大尺寸飘;稳定性是随时间漂移,像手表越走越快——这些靠校准能修。可重复性和再现性(GR&R)就难缠了,那是变异。
重复性,同一个零件、同一个量具、同一个人,连测几次的结果波动。再现性,不同人测同一个零件的波动。两者一合,就是你的“量具R&R”——测量系统变异占总公差的百分比。这个数要是太大,你收集的所有工艺数据都等于噪声。工艺能力算出来再好看,也是自欺欺人。
量具R&R,那套让你又爱又恨的重复性再现性实验
干过这活的都知道,做起GR&R来简直像在拆弹。挑10个零件,覆盖整个公差范围,找2-3个操作员,随机顺序测2-3遍,然后搬出方差分析(ANOVA)大卸八块。软件跑出来的报表花里胡哨,但核心就两样:%GR&R和ndc(可区分类别数)。
%GR&R,业内流传着“10-30法则”:小于10%算优秀,10%到30%看情况,超30%必须改善。可别死磕这个数。我见过一个案例,%GR&R才9%,皆大欢喜。但细看均值极差图,零件间变异被操作员两两交叉覆盖得一塌糊涂——后来发现,操作员A习惯把零件往卡尺深处推,操作员B轻轻夹。再现性炸了。所以报表里的Xbar-R图才是照妖镜。极差图不能有哪个操作员的点飞出限,均值图最好一半以上的点在控线外(说明零件差异盖住了测量噪声)。
ndc呢,告诉你量具能分辨出几个“信号区间”。要求至少大于等于5,低于5说明量具分辨力不足——好比用卷尺去量头发丝,瞎搞。
说到分辨力,还有个易被忽视的坑:量具的刻度间隔(分辨率)应小于过程变差或公差带宽的十分之一。你拿0.01mm的千分尺零件公差±0.005mm,那每个测量结果都在四舍五入,等于强行把连续数据离散化,变异被掩盖,GR&R反而可能漂亮。这属于典型的“假性合格”。
看得见摸得着的改善:从%GR&R到ndc,数字不会说谎
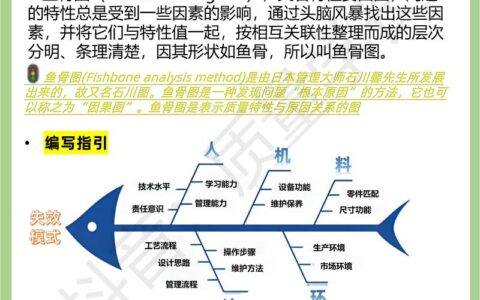
那遇到了烂的GR&R怎么救?别急着换量具。先做定性分析——用鱼骨图把“测量系统变异来源”一个个分拣。常见黑手:量具未校准、夹具不稳、人员手法差异、温度变化、零件清洁度不够、甚至光线影响读数。
我服务过一家做微型轴承的,测内径气动量仪,GR&R居高不下。趴现场一看,压缩空气管道没干燥,早上一开机,水汽把量仪喷嘴堵一半。加个冷干机,%GR&R直接从42%跌到15%。就这么鸡毛蒜皮的事。另一个厂,三坐标测量室没恒温,上午下午差3度,铝件膨胀系数又大,测出来的位置度跟着太阳跑——稳定性图直接画成心电图。
技术上改善,除了硬件,方法上可以试试增加测量次数(但不建议超过3次,成本太高),或采用更优的测量策略,比如用均值替代单次读值。确实没辙了,再升级量具。现在不少数字化量具能直接上传数据,自动计算MSA,趋势预警。工业4.0的甜头,就在这种地方——别只盯着机器换人,把数据质量搞上去才是真智能。

问:%GR&R都不到10%,但客户还是抱怨测量不准,为什么?
答:这就得扒开GR&R的裤子看光屁股。%GR&R是基于公差的——如果你的公差带太宽,哪怕测量系统稀烂,百分比也会好看。所以除了看相对值,更要看绝对值:量具系统变异的标准差乘以6(6×σ_MS)占公差的比例。另外,必须检查偏倚和线性。比如偏倚严重,你所有测量值整体偏离参考值,但重复性好,GR&R照样低。所以完整的MSA是五性都要做,偏倚、线性、稳定性、重复性、再现性,缺一项都可能翻船。再者,零件取样是否覆盖整个过程变差?如果你只挑中规中矩的样品,零件间变异小了,GR&R反而容易合格,但那是假象。取样要刻意包括接近上下公差界限的零件。
问:小批量生产,比如只有5个零件,怎么做MSA?
答:传统GR&R要10个零件,因为方差分析需要足够自由度。但小批量高附加值的东西——模具、航空件——凑不齐10个怎么办?方法不是没有:一是用“代替样件法”,找同批次多余零件或故意加工几个特征相似件;二是采用“重复测量极差法”,比如每人测同一零件多次,用移动极差估计变异,虽然粗糙但比不做强;三是参考AIAG手册里的“小样本量方法”,利用历史校准数据和线性构建模型。还有个野路子:如果加工过程极稳,可以把同一个零件用不同装夹模拟多个“虚拟零件”。但无论如何,小批量的MSA结论要谨慎,最好标注“基于有限样本”。另外,现在有些统计软件支持用贝叶斯方法融合历史数据,但操作门槛高,不是每家企业都玩得转。
别再让“差不多”的量具毁掉你的数据信仰
说到底,MSA不是一场考试。它是测量系统的体检。你不做,就像闭眼开高速——暂时没事,出事就大事。尤其在智能制造、SPC在线监控大行其道的今天,传感器成千上万,数据如潮水涌来,可如果每个测量节点都带着不明不白的误差,你迷信的“大数据决策”就会变成“大错误决策”。
下次审核,别光盯着校准标签。去翻翻GR&R记录,看看ndc够不够5,瞧瞧极差图有没有异常。最好自己拿个零件去测几次,亲身感受下量具的“脾气”。你会发现,有些测量系统像个诚实却近视的老头,有些是个会谎报军情的精明鬼。MSA的任务,就是让你分得清:哪把尺子能信,哪把尺子得扔。
最后说句得罪人的话:我见过太多六西格玛项目死得不明不白,追根溯源,数据根基就是烂的。没有MSA,DMAIC里的M(测量)就是摆设。所以别省那点时间。花半天做分析,比满车间返工,划算太多了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):别让一把破尺子毁了你整批货 https://www.dachanpin.com/a/tg/55130.html