干了二十年制造,说实话,我经手的FMEA文档能摞到天花板。但真正起作用的——扳着指头数,不过三五份。剩下的全是废纸。有时候夜班盯着产线,突然就想起那些被锁在柜子里的漂亮表格,心里一阵发苦。
你们不觉得吗?FMEA这东西,失效模式与影响分析(FMEA),名字听着就硬邦邦,可它的内核其实特别柔软。它要求我们提前想象“哪儿会出事儿”。这本身就很反人性。谁愿意在方案刚画完时,就给自己挑刺?所以大多数团队做FMEA,像应付作业,匆匆填完RPN,往抽屉一扔。完事儿。
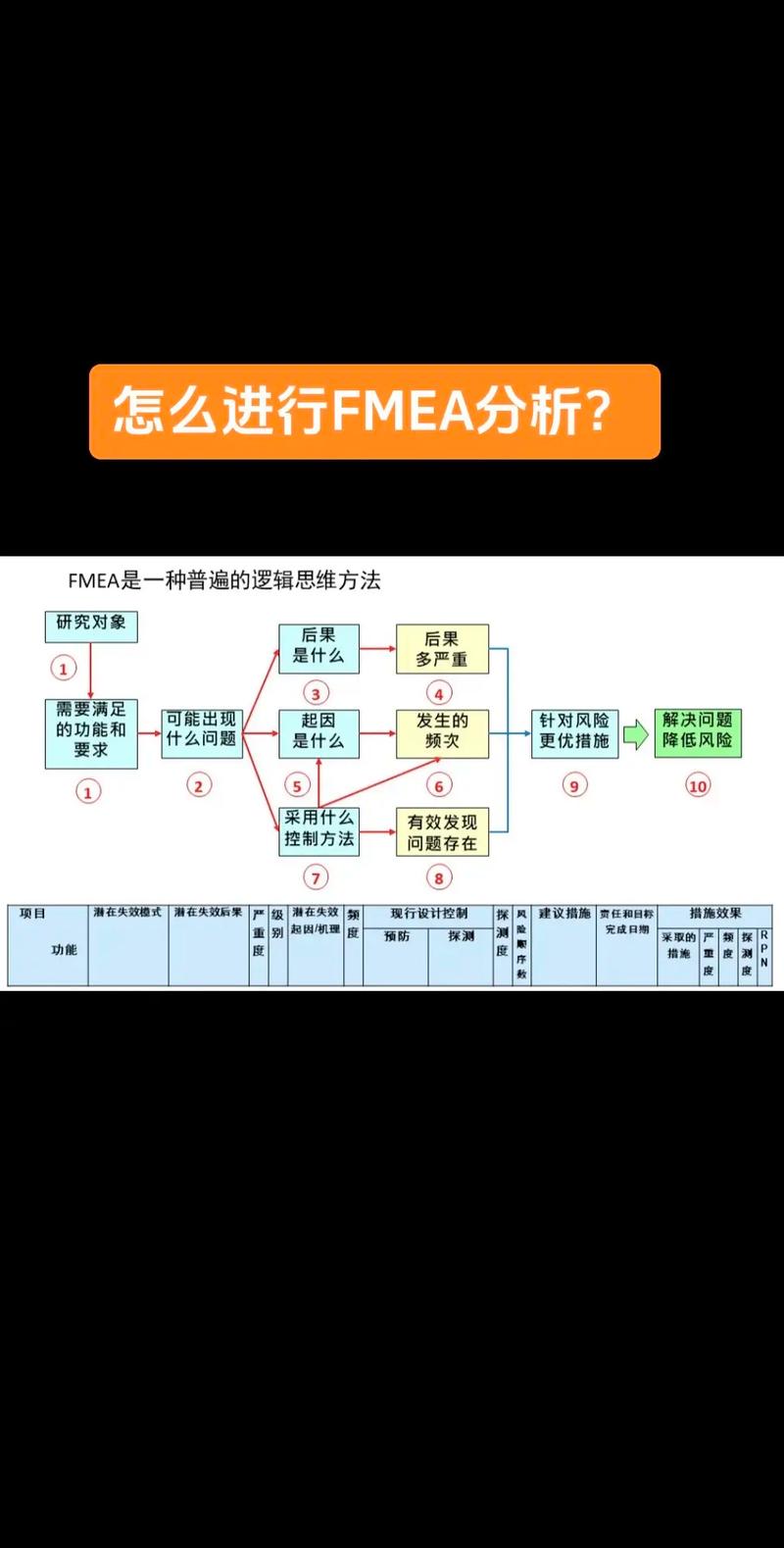
✅ FMEA根本不是“一张表”,它是你脑子里的风险预演
我在德国一家冲压车间交流,看到他们的FMEA会怎么开。工程师举着样件,一个一个特征去摸,去讨论。旁边没有电脑,没有投影。只有白板笔和一堆便利贴。他们不急着算出那个风险优先数(RPN),而是反复争论:客户到底最怕哪种失效?是刮擦?还是断裂?——哦,断裂!那断裂的根部在哪儿?材料?工艺?还是设计本身就没有留退路?
问得多了,答案自然浮出来。反观我们,常常一上来就翻开手册,对着严重度S、频度O、探测度D的评分表抠数字。S到底是7还是8?能争半小时。争完大家都累了,O和D随便估一估,RPN一乘,超过100就标红。然后对着标红的项目发呆,不知道该干嘛。这就是典型的本末倒置。
失效模式与影响分析(FMEA)的灵魂不是数字,是对话。是跨部门之间,把隐性的知识彻底逼出来的过程。设计人员知道几何公差的风险,工艺人员摸透了设备的老毛病,质量人员手里攥着客户投诉的隐痛——这些要是没能碰撞,FMEA就是具空壳。
💡 RPN?那玩意儿正在被悄悄“废掉”
说到RPN,我就来气。真该有人写篇文章大声疾呼:别再跪着膜拜RPN了!这几年,AIAG-VDA那套新FMEA方法直接把RPN替换成AP(行动优先级),为什么?因为乘出来的数字太容易骗人了。你想想,S=10,O=2,D=2,RPN=40,看起来很安全,对吧?可严重度10意味着一旦发生,要出人命!这难道不该是最高优先级吗?RPN却把它藏在了“中风险区”。
问:新版FMEA到底改了什么?答:简单说,是逻辑的重塑。过去我们只看乘积,现在是看矩阵。严重度高的,不管频度和探测度多低,都要优先考虑。而且对“探测度”D的理解也深刻了——不是你去检测到问题的能力,而是你的“控制措施”有多大概率拦住失效。一条自动视觉检测线拦下的失效,和操作工目视检查拦下的失效,天差地别。
最新实践里,很多智能工厂甚至已经开始用实时数据反哺FMEA。不再是做完就锁死的文件。比如拧紧枪的数据传回来,要是发现某个螺栓的扭矩偏差在连续上升,系统能直接关联到当年FMEA里的一项潜在失效——“紧固扭矩衰减”,然后自动推送提醒。这种活起来的FMEA,才叫工具。
❗ 我在产线上被现实扇过巴掌
讲个真事。五年前我们一条新线调试,FMEA做得规规矩矩,RPN都压在60以下。结果量产后第三个月,夹具基座开裂,差点伤到人。事后复盘,FMEA里有没有这项?有!写的是“基座疲劳断裂”,严重度9,频度给了个1,因为设计仿真过了。探测度给了3,因为每班点检会看。RPN=27。你看,多安全!可实际呢?仿真没考虑到的酸性切削液渗透进了焊缝微裂纹,点检肉眼根本看不出来。等到发现,裂纹已经贯穿。
那次事故教会我一个道理:失效模式与影响分析(FMEA)做得好不好,全看你肯不肯把频度打成“未知”。我们会习惯性地高估自己的检测能力,又严重低估环境的恶劣。人就是会撒谎,尤其对着自己写的数据。
问:怎么避免这种“自我欺骗”?答:没有捷径,但有个笨办法很管用——引入外部眼。定期把FMEA拿给完全不相关的工程师审,哪怕他不懂你这条线。他只要不断问“这个为什么不会发生?”问到你心里发毛,那层窗户纸就破了。还有就是必须去现场,摸着设备,看着废料箱,把自己浸在机油味里,你才能嗅到某些失效模式的真身。
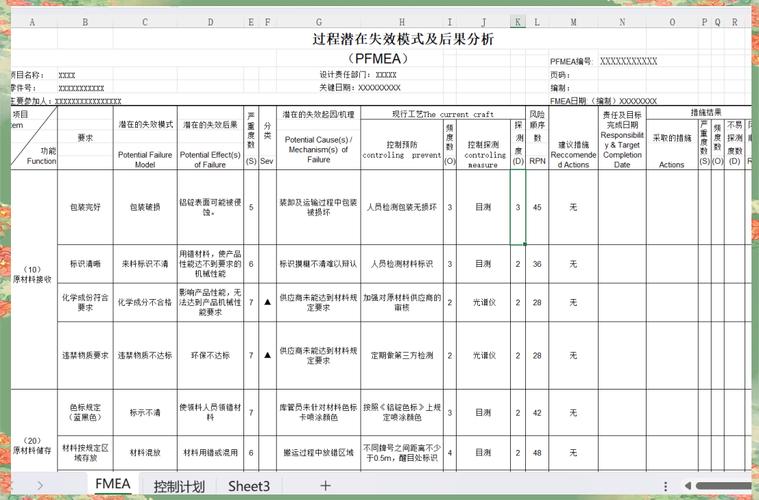
💡 功能FMEA与过程FMEA:别颠倒了顺序
现在很多企业赶时髦,新项目一来,直接就上PFMEA(过程FMEA)。大错特错。必须先厘清DFMEA(设计FMEA)——要是你连产品本身的功能失效都定义不清楚,去分析制造过程的风险,根基就是歪的。我见过一个笑话:团队为一道密封槽搞PFMEA,假设了十几种过程异常,从刀具磨损到冷却液浓度,全分析透了。结果整车路试时发现,密封结构本身在热循环下会产生微动磨损。不是制造问题,是设计问题!整个PFMEA白做了,浪费三个月。
正确的路径,是功能->设计->过程。一环扣一环。功能FMEA回答“这个系统要干什么,干砸了的表现是什么”;设计FMEA回答“零件的哪些特征可能导致功能失效”;过程FMEA才去回答“制造过程中哪些波动会破坏这些特征”。层级分明,才会越做越薄,而不是越来越臃肿。
说实话,我挺怀念早些年手绘功能框图的日子。现在软件是先进了,一键生成RPN,自动排列风险。可那种慢条斯理、把每一个功能逻辑图块都琢磨透的耐心,反而消失了。太顺手,就容易不走心。
✅ 给它生命,而不是把它扔进档案室
我有一个习惯保持了很多年:每周五下午,随机抽一份过往的FMEA,带着团队去产线“捉妖”。看当年分析的风险管控措施是否还在有效运行。你会发现很多措施已经形同虚设——防错装置被短接,检查频次被悄悄降低,控制计划与作业指导书根本对不上。这种“文件与实际脱节”本身就是最大的失效模式,得把它写进FMEA里!没错,FMEA里也可以分析“FMEA执行质量”这一笼统的失效。
问:小企业,人手少,流程乱,FMEA怎么做?答:别贪多。抓一个最要命的产品,只对它做“核心特性FMEA”。就分析十个最关键的功能特性,深挖下去,做到极致。这份东西可以成为你们全厂的脑库。以后类似产品、类似工艺,直接复用。不断迭代。你要是硬要按什么IATF审核要求搞全盘FMEA,最后一定是一堆复制粘贴的垃圾。不如做一份活的FMEA。
最后啰嗦一句:失效模式与影响分析(FMEA)这东西,最怕的就是躺在系统里睡大觉。让它醒着,让它被质疑,让它跟着产品生命一起演化。哪怕写满了修正的笔记,甚至涂改得乱七八糟,也比一份完美无瑕的打印版强一百倍。因为那才是真正堵过漏洞的证据。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:失效模式与影响分析(FMEA)为什么总做不好?一位老工程师的掏心话 https://www.dachanpin.com/a/tg/55127.html