上个月去一家汽配厂,生产总监老张拉着我诉苦:“MRP跑出来的结果,我从来不敢直接用!” 他指着屏幕上的建议订单量,一脸无奈。明明系统是花大价钱上的,逻辑也严谨,可一到实际排产,偏差就来了。多出来的库存堆在仓库吃灰,缺料时又火急火燎催采购。你说,这MRP到底是神器还是花瓶?
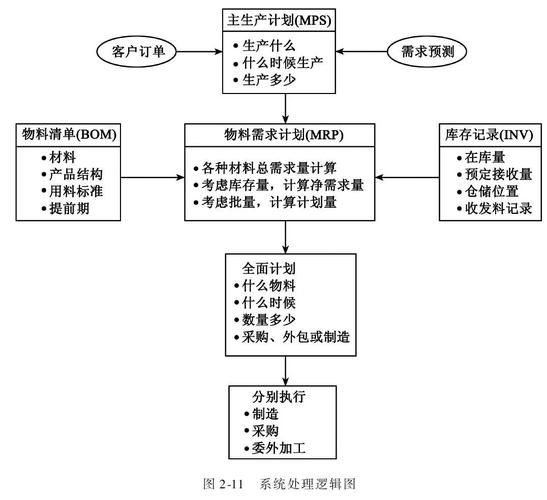
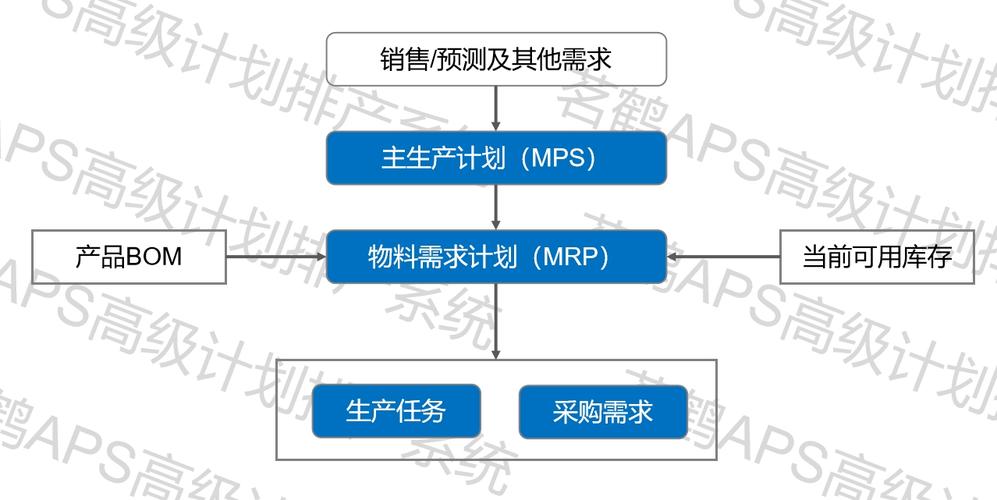
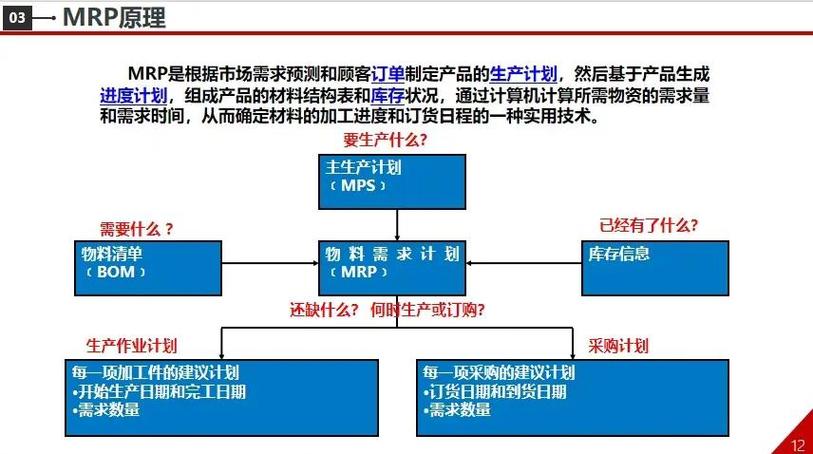
还真不能一棍子打死。用了二十多年MRP,我见过靠它起死回生的厂子,也见过被它拖垮的。其实MRP本身不复杂——就是个计算器,把独立需求(订单或预测)沿着BOM表一层层拆成采购和制造需求。但要什么、要多少、什么时候要,这三个问题答得准不准,全看喂进去的数据和参数。
MRP的爆雷点,全在细节里
很多企业上系统时兴冲冲,运维时懒洋洋。BOM表不及时更新,车间改个螺丝、换个供应商,系统里还是老黄历。库存数据更是重灾区,账面100个,货架上一个没有——没人做循环盘点,差异越滚越大。提前期呢?全靠采购员一张嘴,今天3天,明天5天,MRP计划能不变才怪。
我见过最离谱的:生产主管手动修改MRP结果,因为“系统不懂我们的急单逻辑”。结果改来改去,系统彻底沦为摆设,最后又回到Excel——你说冤不冤?
问:MRP系统跑出来的需求经常不准,根本原因是什么?
答:十有八九是数据问题。BOM表不更新,车间改了工艺也没反映到系统里;库存账实不符,账面有100个,货架上一个都没有;提前期全靠拍脑袋,今天供应商说3天,明天又说5天。这些垃圾数据喂进去,能输出什么好东西?另外参数设错也是大坑,安全库存设得拍脑袋,批量规则乱选,一放大需求波动,整个供应链都跟着抖。
问:现在很多企业直接上ERP,MRP还有必要单独学习和理解吗?
答:太有必要了。ERP的核心就是MRP逻辑。不懂MRP,ERP就是个记账工具。而且像SAP、Oracle这些大系统,MRP参数多得吓人,安全库存、批量规则、提前期偏移……不搞懂背后的原理,参数设错比手工算还糟糕。我见过企业上了SAP,MRP跑出来建议采购量是实际需求的3倍——就因为批量规则选了“固定批量1000”,而实际需求只有300。这锅系统不背,是人不理解逻辑。
从MRP到APS,到底进化了什么?
老派MRP不考虑产能,所以后来有了闭环MRP,加上粗能力计划。再后来MRP II把财务、销售都拉进来,变成模拟企业运作的模型。现在热门的APS高级排程,更是把约束理论玩到极致——有限产能、物料齐套、工序排程全考虑。但说破天,数据基础还是MRP那套。BOM、库存、提前期不准,APS照样抓瞎。所以别盲目追新,先把基础数据搞瓷实。MRP不是过时了,而是很多企业连基础都没用好。
实战中的几个要命抉择
安全库存设多少?高了占用资金,低了随时断料。有些企业一刀切,所有物料设两周,结果通用件积压,专用件缺料。其实应该区分需求波动和供应风险,用统计学方法动态算。还有批量规则:固定批量、经济批量、按需批量……选错了,要么库存高企,要么频繁采购成本飙升。我遇到过一个案例,工厂为省事全选“按需批量”,结果供应商那边哭爹喊娘——天天送小单,运费比料钱还贵。
最让人头疼的是工程变更。新产品导入时,BOM频繁变,MRP计划跟着天天变,采购刚下单,设计又改了。没有严格的变更管理和版本控制,MRP就是个笑话。有些企业干脆冻结期间手工干预,系统先晾一边——说实话,这时候确实不能怪系统。

未来的MRP,是人的脑力延伸
现在提智能制造,AI预测、需求感知、自动调参……听起来很美。但机器再聪明,也替代不了人对业务的理解。MRP最初的设计目标就是辅助决策,不是替人决策。计划员得盯着异常:为什么这个物料需求暴涨?供应商产能够不够?有没有替代料可用?这些判断离不开人的经验。
我见过一家聪明的工厂,把MRP当作预警器。系统算出异常就抛给计划团队,大家开会讨论调整策略。而不是盲目追系统建议——这才是人机协作的正道。所以,别急着把MRP扔进历史垃圾桶。它依然是制造计划的骨架,只是需要靠谱的数据和懂行的人来驾驭。否则,再智能的系统,喂进去垃圾,吐出来还是垃圾。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:物料需求计划(MRP):制造企业为何又爱又恨? https://www.dachanpin.com/a/tg/55917.html