先别急着按循环启动
入行头三年,我一直以为切削就是装刀、对刀、按按钮。直到有一次,加工一批304不锈钢轴,干了不到十件,刀片就崩了。工件表面像狗啃的。废品堆成山。老板的脸,比切屑还黑。💡 那时候才明白,机械加工(切削)真不是力气活,是细节的较量。
最近和几个老伙计聊天,说起“切屑颜色”这事儿。有人觉得玄乎,有人奉为圭臬。说实话,切屑的颜色,确实能告诉你很多信息——就像看一个人的脸色能猜出他是不是发烧了一样。但这里面有坑,也有科学。

切屑的颜色密码
来,我们简单粗暴点。切屑颜色的变化,本质上是氧化膜厚度在捣鬼。不锈钢切屑,从银白色→浅黄→深黄→紫红→蓝色→蓝黑,温度是逐步升高的。干式切削高速钢时,如果切屑呈深蓝色,切屑底部温度大概在600℃上下。这时候刀具的硬质合金基体可能已经开始软化,磨损急剧加快。❗ 但注意,这只适用于特定材料!别拿钛合金套这个颜色表,会坑死你。钛合金切屑要是蓝了,温度早就破千,刀早烧红了。
有一次我加工316L,切屑出来是漂亮的淡金色。表面光洁度Ra0.8以内。结果操作工觉得速度太慢,私自把主轴转速调高了20%。切屑马上变成深紫色,零件尺寸开始漂移。20件后,刀尖有肉眼可见的崩口。所以,颜色是窗口,但前提是你得知道正常窗口长啥样。
问:既然切屑颜色能反映温度,为什么不能所有材料通用一个颜色标准?
答:老铁,不同材料导热系数、热容、氧化特性都不同。比如铜,导热快,切屑可能不变色但热量全传工件和刀上了;铸铁含石墨,本身是黑的,看不出颜色变化。最可靠的办法:给自己常干的材料建一个“颜色-参数-刀具寿命”对照表,贴在床头。真的,比任何理论公式都管用。而且还要考虑切削液——湿切时颜色可能被冲洗或淬火效应改变。
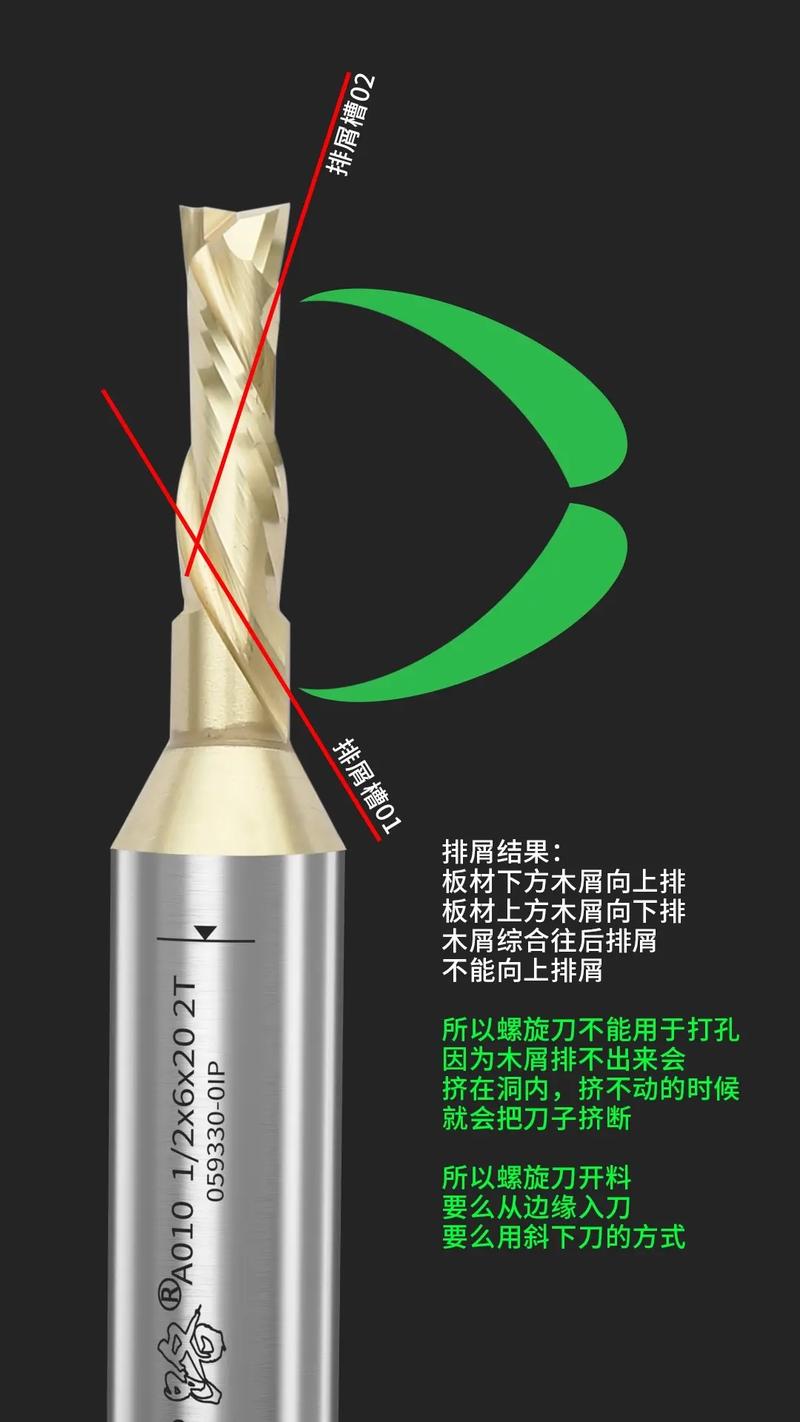
缠屑?那是在给你上课
比崩刃更烦人的是什么?缠屑。💢 长条屑缠在刀杆、工件、卡盘上,像银色海草,分分钟把表面划伤。我见过自动线因为缠屑导致机械手抓取失败,停线半天。损失?不敢想。
断屑,从来不是玄学。核心在切屑卷曲半径和断屑槽设计。现代刀片断屑槽型分精加工、半精加工、粗加工,都有对应的进给和切深窗口。你非要用精加工槽型去干大切深,那只能收获一堆钢丝球。还有切削参数:增大进给量,切屑变厚,容易折断;降低切削速度,切屑变软,反而容易缠。这些经验,都是从一堆废刀片里翻出来的。
有一次客户送来一批难加工的高温合金,缠屑严重。我们试了七八种刀片,最后发现某品牌的一种“波浪刃口”断屑槽效果奇佳,但必须配合高压冷却从后刀面射入。高压冷却不仅能降温,还能像剪刀一样辅助断屑。🚀 现在很多工厂升级了70bar以上的高压泵,就是为了这个。如果没有高压泵,用压缩空气对刀尖吹,有时也有奇效——当然,要注意防护,铁屑飞舞不是闹着玩的!
问:加工软钢时,切屑细碎但总是飞到防护门内堆积,有没有办法改善?
答:碎屑满天飞?首先检查排屑器方向,其次可以调整冷却液喷嘴角度,让切削液形成定向冲刷流。还有一个小技巧:适当降低切削速度,增加切屑的连续性,让它不那么碎,也许会好一些。不过最彻底的,还得从断屑槽和进给匹配下手。如果槽型太偏重断屑,碎屑会粉末化,这时牺牲一点断屑能力,换取较长的“6”字或“9”字形切屑,反而更好排。经验之谈,信不信由你。
刀具磨损,不只看后刀面

我们常看后刀面磨损VB值。但前刀面的月牙洼,才是很多刀具突然崩刃的元凶。它隐蔽,发展前期看似无事,一旦深度超过临界,刀刃强度陡然下降。尤其是在高速切削中,月牙洼磨损还和你用的切削速度平方近似成正比。所以,不要等刀尖不见了才换刀!要用显微镜定期检查。或者,更现实的,把切削力监控安排上。主轴负载突然上升5%,就是警告信号。✅
最近涂层技术发展也快。AlCrN、TiSiN、甚至多层纳米复合涂层……但别被参数忽悠了。针对具体被加工材料,涂层与基体的结合力、热稳定性才是关键。比如铣削钛合金,AlTiN可能比无涂层的硬质合金好,但如果冷却不足,高热下AlTiN中的铝会扩散到钛工件,产生化学磨损。这些细节,书本上很少告诉你。
好了,今天先聊这么多。机械加工(切削)里的门道,就像剥洋葱,一层一层,总有一层让你流泪。但只要留心切屑、声音、颜色,多记录,你也能成为别人嘴里的“老师傅”。祝你的刀片,寿比南山。😄
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:机械加工(切削)避坑指南:从切屑颜色预判刀具寿命,老师傅的直觉科学吗? https://www.dachanpin.com/a/tg/56150.html