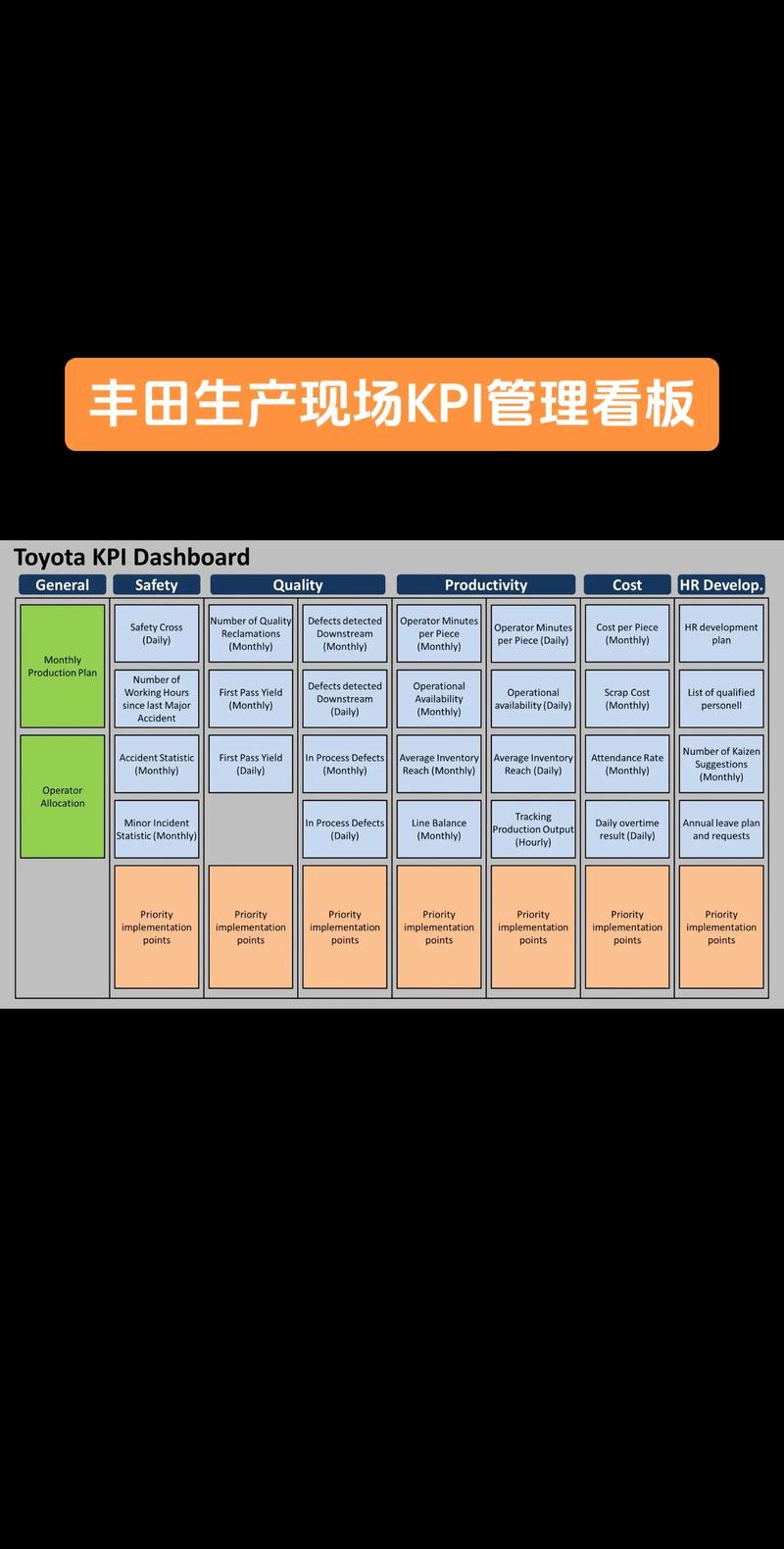
看板管理:它从来就不只是块白板——一位工业佬的十年实战反思
哎,说实话,每次看到某些咨询公司把“看板管理”吹成万能药,我就想笑。真的,我车间里那些挂着的小卡片,差点被新来的IE工程师当成垃圾扔了!但就是这些卡片,救了我们的交付率。
❗别把看板当“任务跟踪器”
大多数人对看板的误解,深得离谱。他们以为就是钉在墙上的那些彩色便签——写着“待办”、“进行中”、“完成”… 拜托,那是 todo list,不是看板。真正的看板,源自丰田生产系统,它的核心是拉动式生产,以及限制在制品数量。长句你能理解那种感受吗?当你看到下游工序缺料,上游却还在疯狂生产不需要的东西,堆积如山的库存却发不出货——那感觉,就像吃了苍蝇一样。
看板解决的就是这个。它用简单的视觉信号,告诉上游“我需要什么,什么时候要”。而不是靠ERP里那些滞后的数据推来推去。
我十年前刚接手机加工车间时,在制品堆得走路都困难。交付准时率?也就40%吧,老板成天黑脸。后来咬牙推看板,从单元线试点,只用了两种卡:生产看板和取料看板。三个月,交付率提到了75%。没有MES,没有大屏,就是卡片。 简单吧?但就这简单东西,多少企业学歪了。
💡数字化看板?先别急着上系统
现在都2025了,数字化喊得震天响。电子看板、安灯系统、各种酷炫仪表盘。没错,数据可视化确实爽——但前提是你得先把物理流理顺。 我见过一家汽配厂,花了两百万上数字看板,结果屏幕上的数据和现场对不上,为什么?因为工人根本不看屏幕,还是凭经验干活。长叹一口气。
所以我的建议总是:
- 先用物理卡片跑通流程,哪怕就三个月
- 搞清楚你的节拍时间、安全库存、补货触发点
- 等人员适应了,再考虑数字化
然后才谈得上什么AI预测、动态调度那一套。对吧?

不过话说回来,数字化看板在复杂装配线上确实牛。比如我们去年给一条新能源电机产线做的,结合RFID,物料配送完全自动化,缺料自动呼叫AGV。但底层逻辑,还是那张小小的看板卡。
补充个知识点:看板卡的数量怎么算?丰田有公式:看板数量 = (日需求×补充周期×安全系数) / 容器容量。但实际现场,这个公式只是参考。我习惯先根据经验设个值,然后观察——如果库存总堆着,就减少;如果频繁缺料,就增加。直到刚好够用。这比任何计算都实在。
❌我踩过的坑,希望你别再跳
问:看板和Scrum板到底有什么区别?我看好多团队混着用。
答:问得好!Scrum板是迭代固定的任务板,每次sprint后清零,主要管开发任务。看板是连续的,没有时间盒,强调的是流动性,核心是限制WIP。我见过一个硬件团队用Scrum板管生产问题,结果每周清零把未解决的长周期问题全弄丢了… 惨。在工业环境,如果你的流程是持续流入的——比如设备维修、产线异常处理——用看板绝对比Scrum更合适。
问:推行看板最大的阻力是什么?怎么破?
答:人!特别是老资格的生产主管,觉得这是“增加我工作量”。我当初就碰了一鼻子灰。后来学乖了,不直接推全厂,先在一个最乱的瓶颈工位搞。让主管自己看到效果——库存降了,加班少了。然后他变成了最积极的推广者。还有一招:把看板指标和他的绩效挂钩,比如在制品数量、库存周转天数… 你懂的,数字说话。
👊看板的未来:在智能制造中重生
很多人说,搞智能制造了,还要看板干嘛?恰恰相反。去年参观某家电智能工厂,他们用数字孪生实时映射看板状态,系统自动计算并调整每个工位的看板数量,动态优化库存。这一幕让我震惊了——传统看板的“纸”,换成了“数据流”,但拉动生产的灵魂没有变。
所以,别再浅薄地理解看板了。它不是工具,是一种思维方式。当你开始关注流动、暴露问题、持续改善,你就已经在看板的路上了。
真心建议,如果你的工厂还在为库存发愁,去车间转转,看看物料的流动,说不定答案就在那几张不起眼的卡片上。
嗯,就聊这么多。该去巡线了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:看板管理:它从来就不只是块白板——一位工业佬的十年实战反思 https://www.dachanpin.com/a/tg/56641.html




