不是装上相机就叫CV——硬件选型的血泪教训
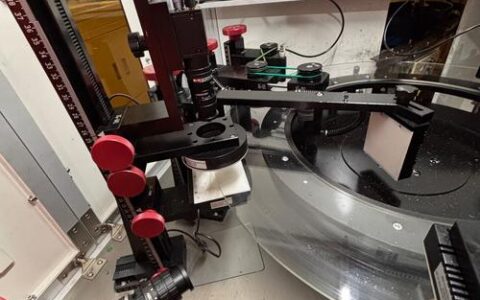
很多人觉得,买个工业相机、架个光源,再跑个开源模型,就是计算机视觉了。天真!我见过最离谱的项目:摄像头对着高反光金属零件拍,图像一片白,算法直接抓瞎。那是光源没选对——应该用穹顶光源或者偏振片,可是项目组没人懂光学。 硬件是CV的物理根基。镜头焦距算错一毫米,图像边缘畸变就能让尺寸测量全崩。去年有个精密电子件厂家,产线速度飙到每秒5个,他们却选了帧率只有15fps的相机,结果采集的图像全是拖影,算法根本没法分割轮廓。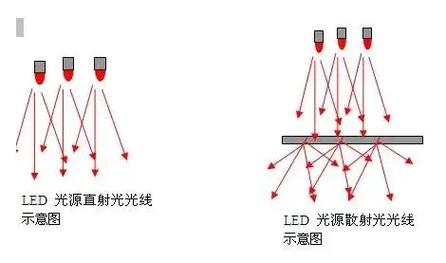
算法不灵?可能是你数据喂错了
深度学习大火之后,大家以为扔几千张图进去就能训练出缺陷检测模型。可工业界的缺陷样本少得可怜——一条稳定产线,几个月才出几个废品,怎么拿得到海量缺陷图? 问:“小批量、多品种的生产模式,怎么玩转缺陷检测?” 答:这是经典难题。我们试过用迁移学习,先在公开数据集上预训练,再用几十张缺陷图微调。但真正救命的,是数据增强结合传统图像处理:对正常样本做随机擦伤、污渍模拟,生成大量“假缺陷”。不过得小心,模拟得太假反而会让模型学歪。有一次我加了高斯噪声模拟灰尘,结果模型把所有带灰的背景全判为NG,产线直接瘫痪了😅 标注也是个巨坑。给金属表面划痕打标,不同质检员标准不一——有人说超过2cm才算缺陷,有人觉得1cm就算。标注不一致,模型就会精神分裂。后来我们强制用了缺陷等级划分标准图,所有人照着比对。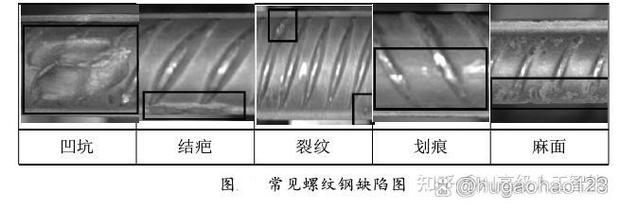
部署上线后的持续阵痛
别只盯着2D!3D视觉正在悄悄破局
平面图像搞不定的,就该让3D视觉上场了。比如装配间隙、螺丝浮高、焊点隆起——这些需要高度信息的检测,用2D就是耍流氓。 去年帮一个新能源电池厂做了个点云处理方案:激光轮廓仪扫描电芯极耳,生成点云,再计算平整度和焊点体积。精度达到±0.05mm,比老师傅用塞尺快十倍。但开发过程一言难尽:点云去噪、配准、分割,每一步都有坑。尤其钣金件反光,点云会出空洞,需要补全算法。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:计算机视觉(CV)落地工厂:从“看起来很美”到真正的降本增效 https://www.dachanpin.com/a/tg/56787.html