说实话,我见过太多工厂在买激光切割机时踩坑。功率买大了,实际用不上,买小了又后悔。对吧?
去年有个客户,一下子上了台15000W的万瓦机,结果80%的时间都在切3mm以下的薄板。电费账单让他心碎——这不仅仅是浪费钱,更是对技术理解的错位。
这其实没有固定答案。但行业里有个怪象——仿佛功率就是面子,不上万瓦都不好意思跟同行打招呼。
实际上呢?如果你主要加工碳钢厚板,比如20mm以上,那确实建议6000W起步,10000W能明显提升效率。但若你的活儿集中在1-10mm的薄板,
问:我们工厂主要做配电柜,材料以1.5-3mm碳钢为主,偶尔切6mm,该选多大功率?
答:果断选1500W或2000W光纤机!别被销售忽悠上高功率。薄板切割靠的是切割速度和加速度,高功率在这里优势不明显,反而增加采购和运维成本。1500W切3mm碳钢,速度轻松上40m/min,完全够用。而且电费省下来的钱,一年够你买好几套
了。
问:但是供应商说万瓦机切薄板更快,而且以后接厚板活不用愁,这逻辑对吗?
答:听着合理,实则陷阱。首先,万瓦机切薄板确实快一点,但提升幅度远没有厚板那么大。其次,机床的动态性能若跟不上,高功率反而容易烧坏板材边缘。再者,你确信你的订单结构能支撑这么贵的设备吗?我见过太多老板买了万瓦机,结果厚板订单寥寥,设备闲置率惊人。不如投资在
在钣金行业爆火。以前切不锈钢,想得到光滑的断面,必须用氮气,成本高得肉疼。现在通过优化喷嘴结构和气流控制,直接用空气就能切出近乎镜面的效果!
这变化太惊人了。
我第一眼看到空气切出来的3mm不锈钢板材断面时,几乎不敢相信——没有毛刺,没有氧化发黄,完全能直接进行后续的折弯、焊接工序。这背后是
问:空气切割真的能替代氧气和氮气吗?成本能降多少?
答:在某些厚度范围内,绝对能!比如1-4mm的不锈钢、碳钢板,空气切割已经非常成熟。成本嘛,空气基本免费,你只需要负担空压机的电费和滤芯消耗。而氮气一瓶就得几十块,大型储罐租赁费更是惊人。我算过,一条生产线如果改为空气切割,一年省下的气体费用够再买台
,听起来高大上。但很多中小厂上了之后,发现生不如死——调试复杂,故障频频,操作工根本玩不转。
我的观点很明确:如果你的产品是少品种、大批量,比如一天到晚就切几种规格的钣金件,那自动上下料能大幅提高设备利用率,24小时不停机,确实香。但假如你是个外协加工厂,订单杂,板材规格乱,有时还要切钢管、角钢,那劝你还是别折腾了。因为调整吸盘、拆装夹具的时间,比你手工上下料还长。
我们就曾犯过这个错——强行上了个全自动料库,结果因为板材变形导致吸盘经常掉料,半夜报警电话把我们折腾得够呛。后来果断拆掉,还是租给隔壁大厂了呢。
所以,
的调整常常被忽视。同样的板材,焦点上调一点,切断面截然不同。很多操作员只会用默认参数,懒到连焦点都不试切,切出来的活能看吗?
技术永远在迭代。超短焦深切割、磁悬浮电机驱动、甚至AI视觉定位……这些唬人的词天天在朋友圈刷屏。但我总提醒自己:别被概念绑架,回归到每米切割成本、每班实际产出,才是根本。
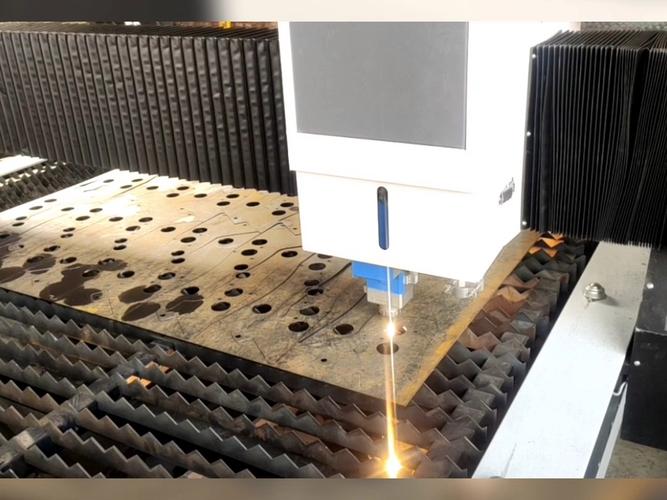
切削声、火花飞溅、钢板灼热的气息——这才是激光切割真实的车间。而不是展厅里光鲜的样机。
下次再聊。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:激光切割:光纤激光切割机选型误区与技术趋势 https://www.dachanpin.com/a/tg/57235.html