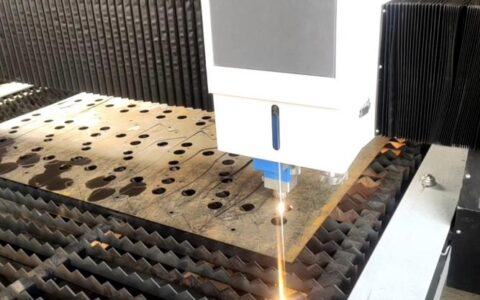
我至今记得第一次站在那台沙迪克慢走丝旁边,看电火花在工件上跳舞——真的,就是跳舞,那种蓝白色的细碎电弧噼里啪啦,我以为把模具烧坏了。后来师傅一巴掌拍我后脑勺:这叫电腐蚀,不是烧。好吧,电火花加工(EDM)这行当,原理简单得让人想睡觉:利用电极与工件之间的脉冲性火花放电,熔化、气化材料。可实操起来…全是坑,全是细节。干了十五年,还是时不时被它教育。
电火花不是万能胶,别啥活儿都往它身上推
很多新人觉得EDM能搞定一切硬东西。✅能加工淬火钢、硬质合金、钛合金,这点没毛病。但💡知道它最怕啥吗?绝缘材料。陶瓷、玻璃,放电?不导电啊,你放个寂寞。还有,指望它高速除料?算了,还是去用铣床吧。EDM的加工速度,说实话,慢得能磨光你的脾气。一个手机模具的型腔,干一两天很正常。
不过话说回来,它也有惊艳时刻。比如深径比超过10的小孔,钻头下去就断,EDM电火花打孔机却能稳如老狗。再比如镜面加工,那种Ra0.2μm以下的表面,靠切削?你试试。电火花拿混粉加工慢慢养,能养出镜面,看着就舒坦。❗但成本嘛…翻倍不商量。
电极选材的血泪账本
刚入行那会儿,我图便宜买过一批黄铜电极。结果呢?加工一个槽,电极损耗速度之快,我甚至能肉眼看见它变短。表面质量也差得一批,模具成品出来跟狗啃的似的。后来换紫铜,导电好,损耗小,但软,精加工时容易变形。现在高精密模都用石墨了——石墨电极放电稳定,损耗更低,特别适合深腔加工。但对机床要求高,粉尘大,得配强力吸尘。有一次石墨没吸干净,堆积在角落,二次放电,工件直接报废。😭

所以,选电极材料就像挑鞋子,合脚最重要。冲油条件好的,石墨性价比高;微细电极还得用钨铜合金,虽然贵,但刚性足。别想着一种材料通吃,会吃大亏。
加工液:贵的不是最好,对的才是

加工液,很多人忽略。实际上它是放电与排屑的灵魂。火花油绝缘性好,能获得高表面质量,但燃点低,不注意防火,哪天车间就冒烟了。水基加工液便宜安全,冷却快,适合粗加工,但工件易生锈,尤其夏天。有次我忘了防锈,停了两天活,模具锈成狗,客户差点退单。所以现在我们都用合成型火花油,贵是贵点,但寿命长,挥发少。要注意黏度!有些油太稠,排屑不畅,容易积碳,弧光放电一烧,电极和工件就焊在一起了——俗称“接吻”。那场面,比分手还难看。
问:EDM加工后的表面变质层会影响模具寿命吗?
答:会,而且很隐蔽。放电瞬间高温,工件表面会形成一层熔化再凝固层,叫白亮层。这层硬而脆,就像玻璃,下面还有热影响层,内应力大。模具冲压几次,表面就可能剥落、开裂。所以高要求模具必须后处理:抛光、研磨甚至低温回火。我们厂现在对镜面火花后的镶块,都要求手工打磨去除变质层,再用油石背光检查,那叫一个累,但寿命能翻倍。
问:镜面电火花真能稳定达到Ra0.1μm以下吗?
答:能,但别被宣传忽悠了。要达到镜面,通常得用混粉加工——在加工液里混入硅、铝等微粉,让放电分散,形成均匀小坑。但混粉浓度、液流控制、电极摆动,一个参数波动,表面就花。而且耗时长,成本高。如果不是光学模具或精密接插件,没必要强求。我们常做到Ra0.2-0.3μm,客户已经直呼完美。
脉冲参数:调的不是数字,是灵魂
操作工都知道,脉宽、脉间、电流、电压,这些参数组合起来有几百种。但老手调参数就像调收音机,凭声音。听放电声音——清脆“噼啪”是正常,闷响就是电弧不稳定,得调大排屑或降电流。间隙电压过低,效率奇高但表面粗糙;过高,加工慢而且电极损耗大。有一次为赶工期,我把脉宽拉到20μs,电流加大,结果效率没上去反而积碳,模具打坏了,被罚了五百。从此学了乖:别和物理规律对着干。
现在智能化机床有自适应控制,能实时调整参数,省心不少。但完全依赖它也不行,因为加工间隙状态复杂,尤其深槽、窄缝,靠经验微调才稳。我包里常年放着笔记本,记了十几种材料的参数组合,都是试出来的。
玩EDM就像谈恋爱,理论是理论,处起来才知道脾气。别只看广告,得自己磨合。哪天它不折腾你了,不是它死了,就是你终于懂了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:电火花加工(EDM):一位老技工的实战手记 https://www.dachanpin.com/a/tg/57231.html