上周去一个老客户的车间,他正对着一台崭新的数控等离子切割机发愁。花了大价钱,切出来的活儿却像狗啃的——挂渣严重,切口歪斜,电极一天换三回。我凑近一看,气瓶还在用压缩空气,喷嘴早就烧得不成样子了。他问我:等离子切割是不是就这个德行?我差点笑出声来。这不是技术不行,根本就是没搞懂它的脾气。
说实话,干我们这行的,常把等离子切割当成万金油。碳钢、不锈钢、铝,咔咔就是干。但太多人忽略了,这东西其实娇贵得很。气体纯度差一点,引弧高度偏几丝,立马给你颜色看。❗
原理?别跟我扯等离子体物理,我只说人话
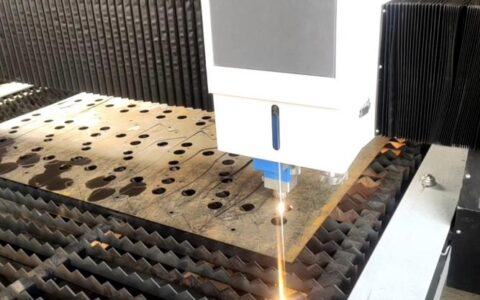
厂商的宣传册总爱画个花里胡哨的等离子弧示意图。看着挺唬人,无非就是电极和喷嘴之间起弧,把气体电离成导电的等离子态。然后气流一吹,弧柱压缩,温度蹿到两万摄氏度往上——瞬间熔化金属,高速气流再把熔渣吹走。原理不复杂,可细节全是坑。

比如电极,那是消耗品里的老大。很多人图便宜买劣质铪丝电极,结果切不了几米就烧秃了。哎,一分钱一分货,好的电极能切几百个穿孔,差的连一个班都撑不下来。还有喷嘴,孔径选错直接导致切割速度不够或者过烧。我见过有人拿1.5mm的喷嘴去切20mm不锈钢,那切口……简直就是灾难!💡
不过话说回来,即便配件都对了,气路没调好也白搭。有次我自己犯浑,用普通氧气替代高纯氧切碳钢,切割面直接氧化发黑,打磨到崩溃。从那以后,我再不敢在气体上偷工减料——该用氩氢混合气就得用,尤其是切铝和不锈钢。
选机:别只看功率,问清楚这几个问题
买设备时销售总爱拍胸脯:俺家电源200安培,切40mm跟玩儿似的。然后你就心动了?停!功率只是数字,真正的穿孔能力和边缘起弧才是硬功夫。很多机器参数标得高高的,实际一上坡口切割,电流衰减得不成样子。还有数控系统的弧压调高,反应慢了直接撞枪。
这里必须来个QA,因为太多人问过我了。
问:等离子切割到底能切多厚?网上说100mm都有,靠谱吗?
答:能切和能切好是两码事。普通空气等离子,正经穿孔厚度也就30mm左右,碳钢。再厚就得边缘起弧,而且切口垂直度直线下降。你要是追求精细等离子,那种带旋转压缩弧的,切50mm能保证垂直度±1°,但价格上天。通常50mm以上建议直接上火焰切割或者激光,别为难等离子了。真需要切100mm?得,买专机吧,投入没个几十万下不来。
问:为什么我的电极老烧毁?换了贵的一样不行。
答:先查气体流量和冷却液!电极烧蚀快,十有八九是冷却不到位。水冷系统堵了,或者冷却液变质,导致电极过热,铪丝瞬间蒸发。再有就是引弧高度不对,过高会拉长电弧,加剧电极损耗。还有穿孔时熔渣反溅——尝试用“飞行起弧”方式,边移动边起弧,减少金属蒸气污染。如果这些都没解决,那可能你用的电极本身就有制造缺陷,换家靠谱供应商试试。
切得好不好,调参数像做化学实验
我最享受调试切割速度和弧压的过程。有时候慢了反而挂渣,快了又会切不透。经验是:听到刺啦刺啦的均匀声,切口下缘微微有滞后线,那基本就是最佳状态。再配合气体配比——切不锈钢时氩气加氢气,切口光亮得能照镜子;切铝用氮气,防氧化。但氮气贵啊,有些厂子舍不得,结果切口发黑,后面焊接整个废掉。你说这笔账,谁算得清?

说到坡口切割,现在机器人等离子真的很火。六轴加斜度头,船厂用得飞起。但编程得仔细调枪的角度和行走路径,不然坡口面粗糙度能让你怀疑人生。上次帮一个管桩厂调试,为了一个30°内坡口,我蹲了大半天,调了七套参数,最后才满意。他们老板递烟的手都是抖的——那是激动。
最后啰嗦一句:等离子切割再牛,它也只是个热切割工艺。热影响区、变形这些老毛病永远在。别指望它能替代机加工,但要是用对了,效率甩锯床几条街。对了,现在有些智能电源能自动匹配参数,扫码输入材质厚度就行。但我还是习惯自己调——机器再聪明,能懂你那批料今天的心情吗?😏
总之,玩好等离子,得把它的暴躁脾气摸透了。该花的钱别省,该较真的地方别糊弄。哪天你听到那一声稳定的嘶吼,看着切口齐整得像刀削,就会觉得——值了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:等离子切割:别被厂商忽悠瘸了,这些门道你必须自己摸清 https://www.dachanpin.com/a/tg/57239.html