后来我彻底服了。真的服。
看板不是一块板
很多人一听到「看板管理」就想到一块白板,上面贴着五颜六色的便利贴。错!丰田当年发明这玩意儿的时候,用的就是纸卡片,日文「看板」本来就是「信号卡」的意思。它的核心逻辑就一句话——后工序到前工序去取料,而且只取需要的量。这跟传统的「前工序推给后工序」完全是反着来的。

我第一次在注塑车间推看板系统的时候,老师傅们全炸了。「搞什么名堂?以前我做好一箱就往下一道送,多省事?现在还得等他们来拿?」结果呢?在制品库存降了60%以后,他们不吭声了。省下来的场地甚至够装一条新产线——这是真金白银呐!
数字化:从纸卡到智能屏
不过话说回来,纸卡看板在今天的智能工厂确实有点吃力。去年我去参观一家新能源电池装配线,人家早就不用实体卡片了——每个工位上方挂一块显示屏,实时刷新要生产的型号、数量、看板循环张数。系统直接算好,哪条线该补料,哪个仓库该发货,屏幕上数据一跳一跳的,⚡那种顺畅感,简直像给车间装了自动驾驶。
但数字化≠万能。我见过最离谱的一个项目:花了200万上了电子看板系统,结果操作工还是要手动在触摸屏上点「确认收到」——这不就是电子化的形式主义吗?真正有用的数字化看板,是要和ERP、MES实时打通的,物料一扫码,信号自动传递到上游,一点延迟都不能有。
问:我们厂批量小、品种多,用看板管理合适吗?
答:太合适了!很多人以为看板只适合大批量重复生产——大错特错。多品种小批量正是看板的强项。秘诀在于看板循环的设计:你可以为不同品种设置不同的看板张数,还可以用「三角看板」——就是物料快见底的时候才发信号的紧急看板。我辅导过一家精密加工厂,3000多种SKU,靠看板把停工待料时间砍掉了70%。前提是,你必须把物料ABC分类做好,A类高价值件用单张看板严格控量,C类螺丝垫片之类的就放宽点,否则管理成本反而高了。

那些年我们踩过的坑
看板推行中最惨痛的教训是什么?把看板当成库存目视化工具。它本质是生产指令,不是记录卡片!有一次我去一个工厂,他们「看板」挂在每个料箱上,可是谁都能随手取用,搞到最后物料都拿乱了,看板也丢了。厂长还觉得:「我这不是看板管理吗?」——真叫人哭笑不得。
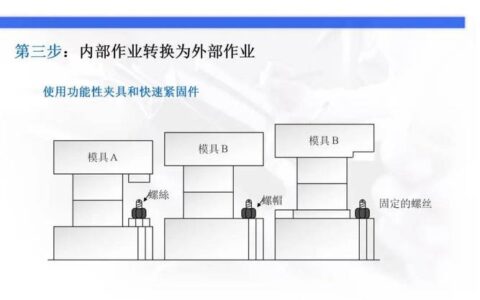
还有一个大坑:不减小批量就拿掉安全库存。看板的前提是生产要平准化,如果你的换模时间还是两个小时,强行把看板张数减到1,那机器迟早得停摆。必须先做SMED快速换模,把换模压到十分钟以内,再逐步降低看板循环量,才能见效。
问:数字化看板系统到底有没有必要上?什么时候上合适?
答:说实话,如果你的产线连纸质看板都跑不顺畅,千万别急着砸钱搞数字化。先用手工看板跑半年,把物料路径、超市库存、补货逻辑都理顺了,再考虑上系统。数字化真正的价值在于跨车间协同和数据分析。比如我们给一家汽配集团做的项目,把冲压、焊接、涂装三个车间的看板信号全串起来,冲压线前一晚就知道第二天要备什么料,成品库再也没爆过仓。这靠纸卡做不到。💡小建议:先选一条波动大的产线做试点,半年算出直接收益,再全厂推开,比空谈「数字化转型」靠谱一百倍。
说到底,看板管理这东西,就像一把锋利的手术刀——用好了,库存准交率全部改善,车间像活了一样,生产节拍跟着客户订单跑;用不好,就只是一堆花花绿绿的卡片,还多出无数扯皮。最近看新闻,某家电大厂居然用AI预测看板周转,把库存周转天数压到个位数,我听了都忍不住拍大腿……这才是玩明白了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:看板管理:一张卡片引发的车间革命 https://www.dachanpin.com/a/tg/57275.html