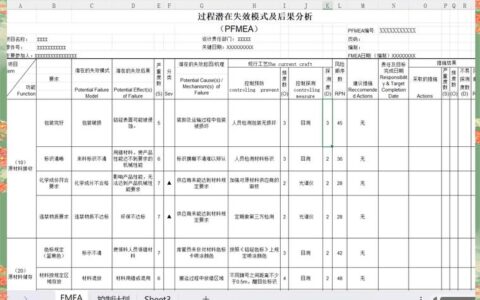
干了二十年质量,最烦的就是听到“我们做了SPC啊——控制图天天画,没用!” 这话对一半。画图谁不会?难的是看懂图,更难的是让车间真的按图干活。
说个真事。去年我去一家汽配厂,他们产品关键尺寸的CpK号称1.67,牛得很。结果我去现场一看,控制图的点密密麻麻全在中心线附近——这正常吗?非常不正常! 这叫“层叠效应”,说明测量系统分辨率不够,或者数据被“修饰”过。扯远了,拉回来。
SPC不是数学题,是侦探游戏
很多人以为SPC就是算公式。错! 它本质是“过程的声音”。 Walter Shewhart老爷子创造它,就是为了区分普通原因变异和特殊原因变异。 说白了,就是帮你判断:现在该调机子,还是该去骂供应商?
我之前带徒弟,让他们先别碰公式,去车间盯控制图盯一小时。看啥?看点子的“跑态”——连续6点上升,哪怕都在限内,也得警惕。连续14点上下交错?可能有两个班次在打架。这些“潜规则”书本上写得少,全是经验。
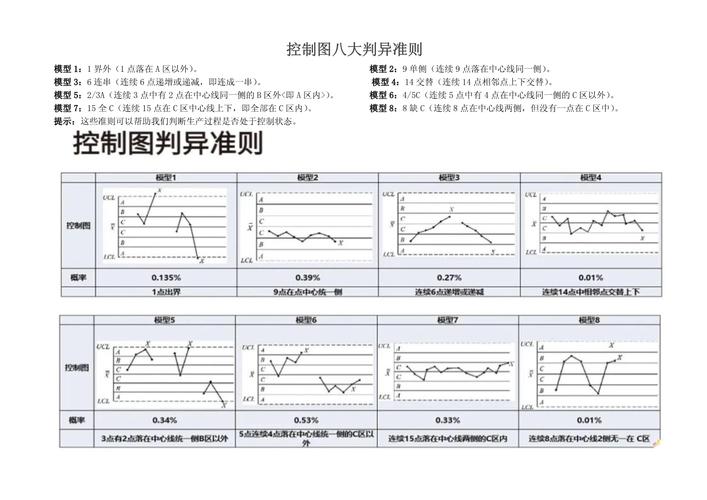
控制图有八条判异准则,但只有一条最要紧
是的,八条准则:点出界、连续上升下降、靠近控制限… 但我跟你讲,永远先看第一类——点出界。 其他的都是预警,点出界是着火🔥。 我曾经半夜被叫起来救火,就因为操作工无视了一个界外点,觉得“没事,下一件可能又回来了”。结果一晚上废了200件。心疼得要死。
现在有些年轻工程师,上来就用预控图、彩虹图,花里胡哨。基础没打牢,搞啥? Xbar-R图都分析不来,玩什么CUSUM? 唉,抱怨太多。
到底怎么选控制图?别被工具绑架
我常用的工具就三把刀:Xbar-R图(子组大小≤10)、I-MR图(单件流或破坏性测试)、P图(不良率)。 够用。 什么?你要监控冲压件的壁厚,还要自动分组? 现在好多SPC软件都带AI了,比如Q-DAS、盈飞无限,能自动识别数据分布,推荐控制图类型。 不过话说回来,软件再聪明,也得人来拍板用哪张图——这叫“过程知识”,机器替代不了。
问:“我们公司数据采集还是手写,上SPC软件会不会水土不服?”答:太会了! 我见过最惨的案例:花80万上系统,结果工人怕被监控,故意填假数据,控制图上全是“完美曲线”。 后来咋办? 强制自动采集,直接从机床PLC读数据,取消人工录入。 现在IoT传感器便宜得很,贴个振动传感器就能关联工艺参数。 别省这笔钱,数据真实是SPC的命根子!
对了,还有那该死的过程能力指数Cp、Cpk。 有人只盯Cpk≥1.33,然后万事大吉。 Cpk高不代表过程稳,可能中心偏移被补偿了。 得同时看Ppk,如果Ppk远小于Cpk,说明过程不稳定,有特殊原因。 真遇到过,Cpk=1.8,Ppk=0.9,一查是刀具磨损导致的长周期偏移。 所以啊,别傻乎乎只看一个数。
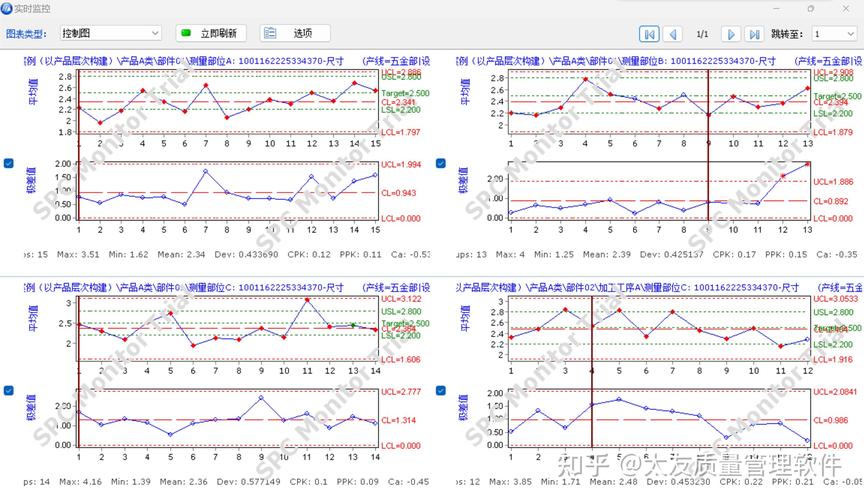
未来已来:实时SPC与工业4.0
最近几年,SPC最大的变化是什么? 实时化。 以前是一天画一张图,事后诸葛亮。现在呢? 每件产品下线,测量数据秒传,控制图秒更新,短信报警。 我辅导的一家电子厂,SMT贴片线用实时SPC,发现异常到停机调整,平均从30分钟缩短到90秒。 这才是真正的质量成本节约。 不过,实时化也有坑:报警太多导致“狼来了”,员工麻木。 必须设定合理的报警规则,结合西电规则,别一有风吹草动就吵。
问:“小批量多品种的生产模式,怎么做SPC?控制图根本没足够数据。”答:痛点啊! 我这边用过两招:一是标准化过程控制,把不同产品按工艺相似性分族,用通用控制图(如Z-MR图);二是自相关控制图,当数据太少时,借用历史相似零件的变异规律,用Bayes方法估计参数。 当然这是高级玩法,需要统计基础好的工程师。 简单点? 就用预控图吧,虽然粗,但总比啥都不做强。
最后啰嗦一句:SPC最怕变成“资料室里的古董”。 要让控制图活在车间大屏上、工人手机上。 去年我看到一个狠招——某厂长把控制图挂在厕所门口,贴上大红字:“你拉的屎可能超标,我们的产品绝不允许!” 虽然粗俗,但全厂都记住了📢。
共勉吧,质量人。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC)到底怎么落地?一位老工程师的掏心话 https://www.dachanpin.com/a/tg/57311.html