这是我在注塑车间经历的一次惨痛教训。那个夏天,废品率突然飙升到8%,所有人一脸懵。设备明明刚保养过,参数也是老参数。到底哪里出了问题?六西格玛的黑带大哥带着团队走了一遍
DMAIC,结果发现,竟然是冷却水的一个小阀门内壁结垢——这玩意儿谁想得到?说实话,我第一次接触
DMAIC那会儿,心里直犯嘀咕:这不就是PDCA穿了个马甲吗?后来被现实打脸,啪啪的。DMAIC不是流程的堆砌,它逼着你看数据,而不是拍脑袋。
在工厂泡了十几年,我越来越觉得,六西格玛(DMAIC)真正的威力,不在于那些眼花缭乱的统计工具,而在于它让你停下来,问对问题。可惜,太多项目在第一步就栽了跟头。
定义阶段:别急着画流程,先抓牢客户声音
很多工程师一拿到项目,立马打开Visio画流程图。大忌!
定义阶段的核心是搞清楚你在为谁解决问题。客户的声音(VOC)如果不转化成关键质量特性(CTQ),后面的努力全是自嗨。我见过一个项目经理,花三周优化了装配线的节拍,得意洋洋,结果客户投诉的是包装破损率——完全不在一个频道。
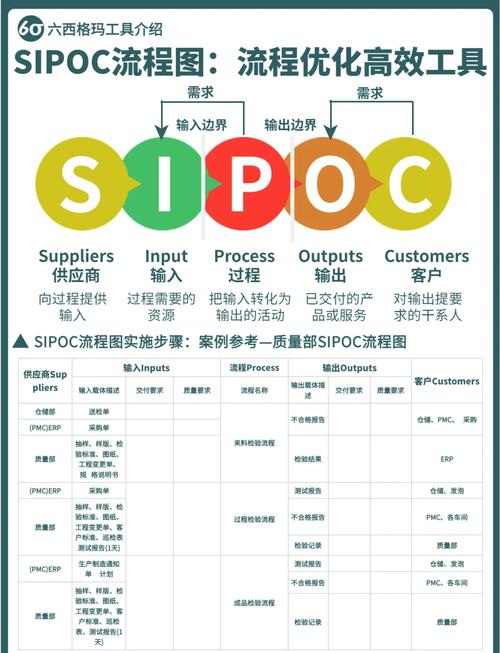 工厂车间SIPOC图白板上手绘示意图
工厂车间SIPOC图白板上手绘示意图
这里必须强调SIPOC(供方、输入、过程、输出、顾客)分析。别嫌它简单。一张餐巾纸上都能画的图,恰恰能暴露流程里隐蔽的断点和重复。去年我们搞一个化学品混炼工艺改善,就是靠SIPOC发现了原料预烘干的输入环节压根没规范,全靠老师傅手感。这坑,埋了多少年。
问:很多工程师觉得定义阶段就是走走形式,您怎么看?
答:大错特错!我见过太多项目失败就是因为没搞清CTQ。定义阶段的关键是用VOC转化成项目Y(关键输出变量),这一步歪了,后面全是浪费。千万别省略SIPOC,哪怕画个草图,也能帮你避免盲区。而且,项目章程得让一线操作工看得懂,不是写给领导看的。一句话说不清的Y,大概率就是个烂指标。💡
测量阶段:数据会说谎,你的量具可靠吗?
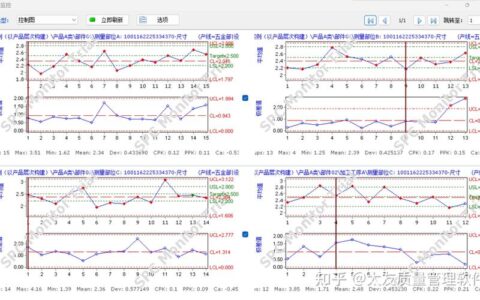
收集数据之前,先掂量掂量你的测量系统。我团队里一个小伙子,兴冲冲抱回一堆厚度数据,CPK漂亮得吓人——2.0以上。可我让他做个
测量系统分析(MSA),GR&R结果出来,30%!重复性差得离谱。原来他用的卡尺弹簧松了,每次用力不一样。从那以后,他再也不敢省掉这步。
 卡尺量具GR&R测量系统分析操作台近景
卡尺量具GR&R测量系统分析操作台近景
数据质量是DMAIC的命门。除了量具,还得警惕取样偏差。比如只测早班的产品,因为夜班人少好下手?这数据能反映真实过程吗?过程能力分析(CP/CPK)得建立在稳定受控的过程上,否则就是数字游戏。❗
问:测量系统分析的GR&R结果小于10%是不是就可以放心了?
答:嘿,别被数字骗了。小于10%说明量具的重复性再现性不错,但还得看
NDC(可区分类别数)是否≥5。否则你测了半天,量具根本分辨不出产品的差异,CPK再漂亮也是自欺欺人。另外,如果测量的是破坏性项目,还得用嵌套GR&R,很多人栽在这。记住,量具的线性、偏倚、稳定性一个都不能少。✅
分析阶段:找根因不是猜谜,别让经验蒙了眼
“肯定是温度波动的问题!”——这种断言在会议上此起彼伏。经验可靠,但也常常是认知的牢笼。
分析阶段要用数据撕开真相。鱼骨图帮你发散,但要落地,必须借助假设检验、回归分析。我处理过一个焊接强度不足的案子,工程师一口咬定是电流不稳定。结果多元回归显示,真正显著因子是保护气的湿度,那个关联,藏在角落里。
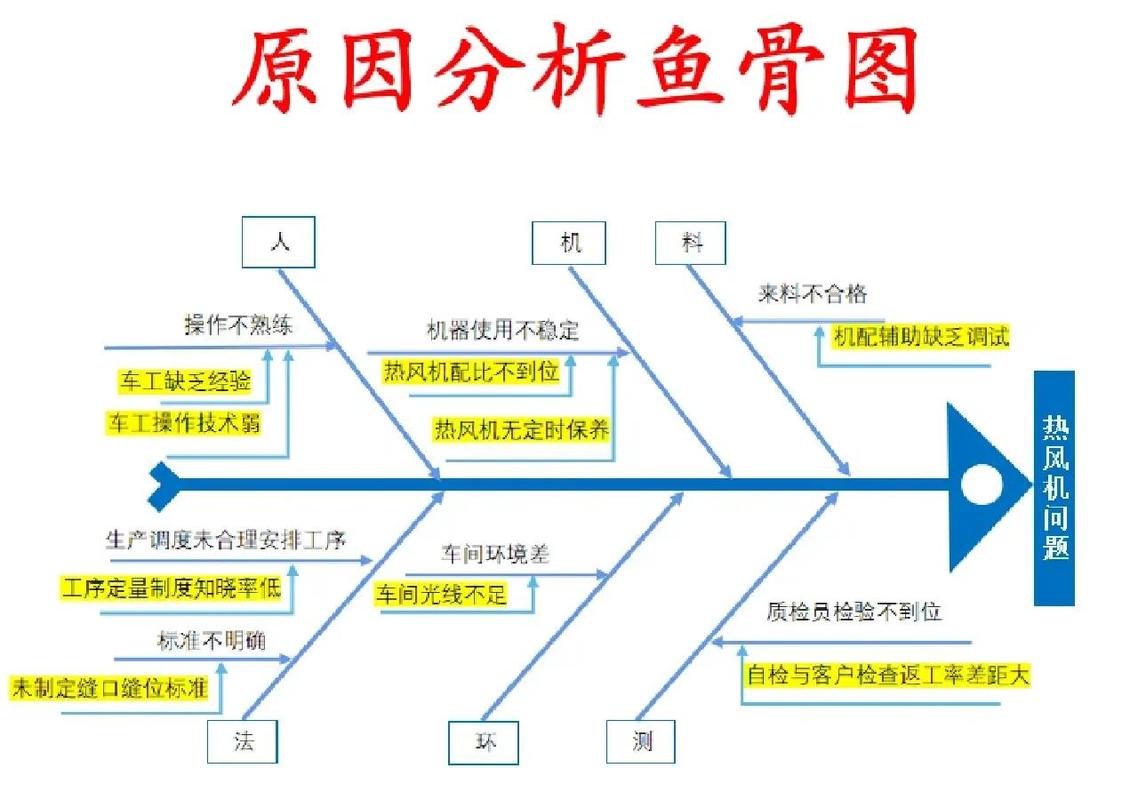 车间现场团队围看鱼骨图与5Why分析板
车间现场团队围看鱼骨图与5Why分析板
别怕用简单的工具。有时候,一张箱线图就能揭示组间差异,一个散点图就能暴露相关性。关键是要养成“假设驱动”的思维:先推测可能因子,然后用数据验证或否决。不然你就在数据的海洋里淹死。这时候,FMEA(失效模式与效果分析)也能帮忙,提前梳理出高危因子,但别把它当终极答案,那是事前预防用的,分析阶段还得靠活数据说话。
改进阶段:实验设计DOE,别盲目试错
到了改进,最容易犯的毛病是“一个一个试”。温度调高5度不行,就调时间……这是多大的浪费!
实验设计(DOE)就是同时探索多个因子,还能捕捉交互作用。我们有个喷涂厚度的优化项目,用全因子DOE,两天就找到了压力和距离的最佳组合,厚度变异降了60%。之前他们试了快两个月,差点放弃。
当然,DOE不是万能。改进方案还得考虑可执行性、成本,以及会不会引发新问题。这时候要拉上工艺、设备、生产的人,快速试错,小批量验证。改进效果的确认,依然要回到数据——跑个假设检验,P值小于0.05才敢说真有改善。别凭感觉。
控制阶段:流程稳了,人心也得稳
项目做完了,成果如何持久?靠
控制计划!但别以为写完文件就万事大吉。真正的控制是将关键变量纳入SPC(统计过程控制),用控制图实时监控。我见过不少项目,漂亮的改善两个月后又打回原形,因为操作工嫌新方法麻烦,偷偷走回老路。所以,控制阶段的本质是改变习惯。
 生产线控制图显示面板实时监控界面
生产线控制图显示面板实时监控界面
防错法(Poka-yoke)能用就用,别高估人的注意力。而且,定期审计、交接培训必须做实。有一次,我们一个关键参数的控制图上出现连续7点在中心线一侧,操作员没反应,因为他不知道“7点链规则”——培训的漏洞啊。控制阶段不是终点,是新一轮改善的起点,过程永远在波动,你的监测就不能断。
问:控制图和自动化报警系统哪个更靠谱?
答:坦白讲,自动化报警快,但误报多,工人会麻木。控制图慢一点,却能判断过程是否受控,发现特殊原因变异。最好两者结合:用控制图设定逻辑,让系统在出现异常趋势时报警,而不是等到超规格线才尖叫。这需要把统计知识内嵌进MES系统,现在很多工厂已经在做了,但要注意,参数阈值得动态评审,不能一劳永逸。💡
制造现场越来越复杂,IoT数据成群涌来,但DMAIC的逻辑不乱。数据驱动的本质是尊重事实,而不是信仰工具。六西格玛(DMAIC)不是神,它是一套让你冷静思考的框架。下次搞项目,别急着开DOE,先问问自己:定义清楚了吗?测准了吗?——这些笨问题,往往救你于水火。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:六西格玛(DMAIC):车间里的冷思考与热实践 https://www.dachanpin.com/a/tg/57306.html