从SPC到ML:为什么老办法不够用了?
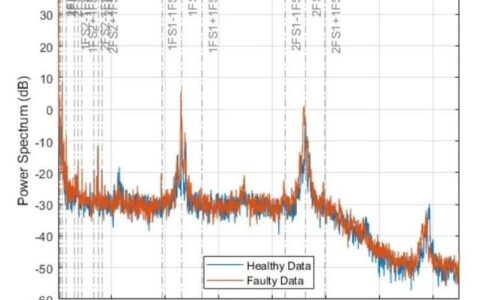
传统SPC(统计过程控制)是事后诸葛亮。它基于正态分布假设,画几条控制线,超限了才报警。但现在的精密制造,公差带已经压缩到微米级,非正态的过程数据一抓一大把。靠均值极差图?早就力不从心。我们一个客户做航空液压件,表面粗糙度的数据分布是典型的双峰——因为两班倒的师傅手法差异明显。SPC直接失效。 预测性质量控制,核心是实时数据建模。它不是简单地设阈值,而是通过机器学习算法,融合振动、温度、力信号、乃至视觉图像,去捕捉那些人类无法感知的异常模式。比如刀具磨损,振动的某个频段能量会悄悄漂移,比尺寸超差早出现几个小时。抓住这个,就能提前换刀,避免大批报废。 不过话说回来,ML也不是银弹。(苦笑)我见过最夸张的一个项目,堆了200多个特征,模型在验证集上准确率99%,一上线掉到70%不到。为什么?数据漂移。车间环境一变,传感器零点跑了,或者换了批毛坯,整个模型就“瞎”了。
落地三座大山:数据、模型、工人都恨你
搞预测性质量控制,第一个坑就是数据质量。传感器是装上了,但采样率不够?噪声滤波不当?同步性差? 每个细节都是致命伤。我们曾经给一个冲压线加装力传感器,结果发现采集到的力信号里混杂了50Hz的工频干扰,FFT一看,好家伙,比有用信号还大。不做预处理,那些模型全是垃圾进,垃圾出。 第二个坑,模型的鲁棒性。实验室里风调雨顺,到了产线就狂风暴雨。必须考虑工况的自适应。现在比较好用的方法是域对抗训练,让模型学会区分工艺变化和真正的异常。但这要求团队既懂AI又懂工艺,这样的人才凤毛麟角。 第三,就是人。操作工不信任系统,觉得是给老板监控他们的工具。所以界面设计必须傻瓜化,报警信息要可解释。我们后来把系统输出改成了“刀具剩余寿命预测:57件(置信度92%)”,而不是直接停机床,工人慢慢就接受了。 问:我们是一家中小型机加工厂,想尝试预测性质量控制,但预算有限,从哪下手最划算? 答:先别急着上AI。把基础做好:确定你的关键工序,比如最贵的刀具、最易出废品的工位。然后部署低成本的传感器,比如振动和电流信号,先实现一个最简单的门槛预警——比如振动RMS超过历史平均的3个标准差就报警。这个阶段用PLC就能搞定,不用额外写代码。跑几个月,收集数据,再考虑用离线工具训练一个模型试试。记住,数据积累是第一步,别想一口吃成胖子。视觉检测+预测:让缺陷无处遁形
这两年一个很火的方向,是把机器视觉和预测结合起来。传统AOI(自动光学检测)只能是发现表面缺陷,但预测性质量控制可以追溯到上游。比如我们在一个PCB贴片线上,通过检测锡膏印刷后的影像,就能预测回流焊会不会产生桥接。那套模型分析了锡膏形状的几十个几何特征,比老师傅的“一眼看”准多了。 ❗ 这里有个关键:必须确保数据标注的一致性。让三个品检员去标“偏移”缺陷,可能得到三种结果。解决之道是标准化操作定义,并且使用半监督学习减少对标签的依赖。
未来:数字孪生与自治系统
我最近特别兴奋的一个方向,是数字孪生。不再是简单的仿真,而是实时同步的虚拟产线。工艺参数调整前,先在孪生体上跑一遍,验证质量风险。这相当于给产线装了个“预知处理器”。德国某高端机床厂商已经实现了部分功能,他们能把新图纸的加工代码在孪生体上验证,预测表面质量和刀具寿命,等确认无误再上机。 当然,挑战巨大。模型精度、实时通信、算力成本。但路是对的。说白了,预测性质量控制的终极形态,就是让制造系统具备“自我免疫”能力——在缺陷萌芽阶段就灭掉它,而不是等产品做完了再去筛。 最后说句掏心窝的话:搞预测性质量控制,千万别变成技术堆砌。工艺是灵魂,数据是血液,模型是大脑。缺了任何一个,都是死路。而最重要的是,一线工人的智慧不能丢。系统是辅助他们,不是取代他们。记住了,最好的预测,是让人和机器达成一种默契。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:预测性质量控制:在零件未出问题前掐灭火花 https://www.dachanpin.com/a/tg/58918.html