去年秋天,一家造纸厂的辊子轴承突然抱死,整条线停了37个小时。厂长气得拍桌子——他们明明装了整套状态监测系统,振动传感器、在线采集、阈值报警,一应俱全。偏偏事故前24小时,系统显示一切正常。怪谁?说实话,怪他们自己太信那个“绿色指示灯”。
状态监测,尤其是振动分析这块,早就不是买个传感器、接个采集箱就万事大吉的时代了。但你如果还在把CMS当成一台自动贩卖机——投进数据,吐出健康结论——迟早要栽跟头。数据会撒谎,尤其是你不懂得怎么拷问它的时候。❗
从“测到振”到“看懂振”,中间隔着多少坑?
我见过太多工厂,钱花了,传感器贴得跟创可贴似的,密密麻麻。可打开软件一看,全是一堆未经处理的原始时域波形,或者最多两个总振值(比如速度有效值)。以为设个ISO 10816标准的黄区红区就高枕无忧了。天真。那种阈值保护,就像你只看体温就判断一个人有没有癌症——发烧了才报警,早期故障?门儿都没有。
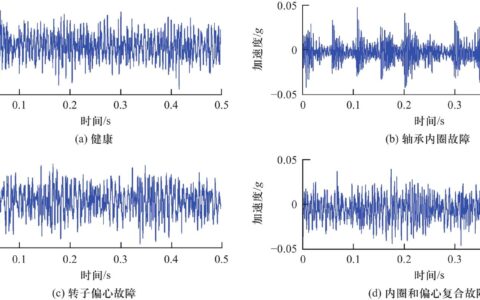
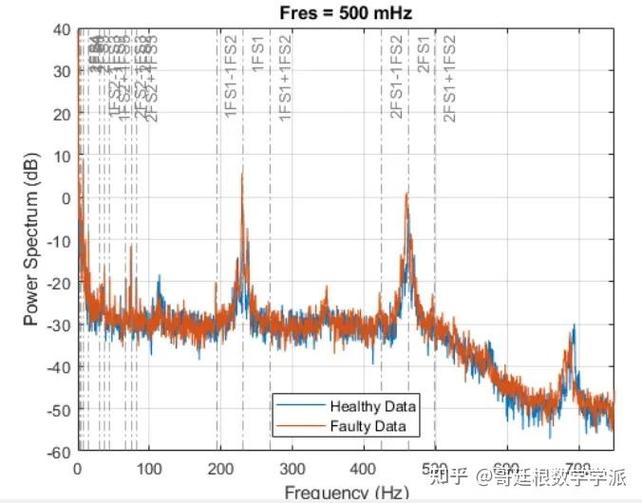
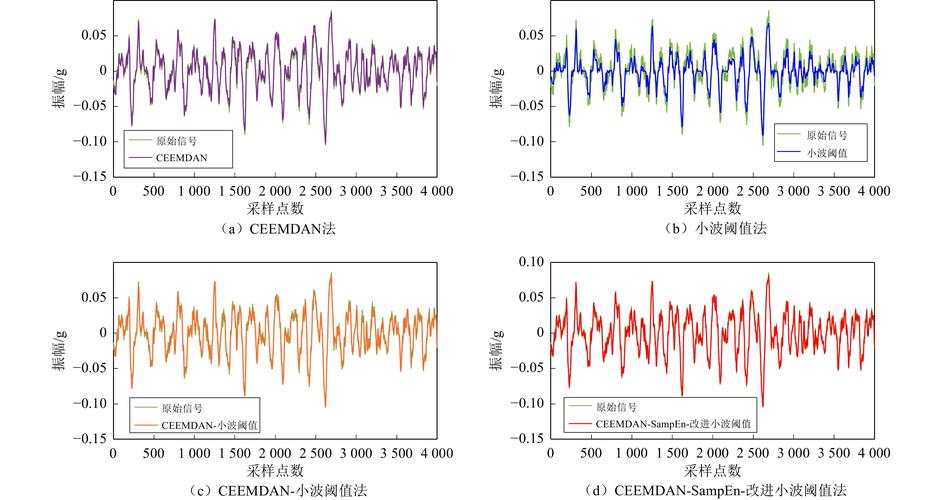
举个例子:齿轮箱齿面轻微点蚀,早期产生的振动能量极低,淹没在转频和啮合频率的背景噪声里。你盯着总振值,它纹丝不动。但如果你把信号做一下包络解调,或者倒个频谱,故障特征频率一下跳出来,像黑夜里的猫头鹰眼睛。可惜,大多数现场人员不这么干。问他们为什么不看频谱?答:看不懂。培训过吗?答:就厂家来讲了俩小时,早忘了。哎……
所以,CMS不是买硬件送智慧。它是一套知识体系,传感器只是皮肤,分析诊断才是大脑。而且你还得知道,传感器自己也会“生病”。
传感器装错位置,等于没装
上个月去一家水泥厂,窑尾风机振动超标,他们怀疑不平衡,做了现场动平衡,折腾三天没效果。我到现场一看,传感器用磁座吸在电机风扇罩的薄铁皮上。我差点没背过气去。那个位置,传递路径经过好几层螺栓、垫圈、薄板,高频信号衰减得一塌糊涂,测到的根本就是“幻觉振动”。更可气的是,传感器电缆没固定,晃来晃去,摩擦电噪声比真实信号还大。就这,他们还每天记录数据,一本正经做趋势分析。
正确的做法?加速度传感器必须刚性固定在轴承座径向位置,最好用螺丝或胶粘,磁座只适合临时测量。而且方向要对准你关心的故障模态——比如滚动轴承外圈故障,要在承载区径向测量。这些细节,手册上写得清清楚楚,但就是没人看。因为大家太忙了,或者根本没意识到一个安装细节能毁掉整个项目。
💡一个小建议:如果你公司刚上CMS,别急着相信系统给出的“正常”结论。先用一个月时间做基线测试,采集设备在各种工况下的原始数据,自己分析。搞清楚设备正常的频谱“指纹”是什么样,再谈异常识别。
无线、边缘计算、AI… 然后呢?
这几年状态监测领域卷得厉害,各种新技术名词:无线MEMS传感器、LoRa传输、边缘计算、机器学习自动诊断。听起来很美,对吧?实际上,我见过一家企业,花大价钱上了AI诊断平台,自动给出故障类型和严重度。结果呢?把滚动轴承的润滑不良误判为内圈故障,维修人员拆开一看,油脂干了,换油就好。为什么误判?因为模型是用别人的数据训练的,那家企业的设备转速、负载、轴承型号完全不同,特征分布早偏了。AI不认栽,人得认。
说到底,状态监测的本质,是理解物理世界。传感器把机械运动变成电信号,中间经过多少变换,数字信号处理、傅里叶变换、窗函数、平均……每一个环节,操作者如果不理解,结果就可能被扭曲。比如频谱分辨率不够,两个靠近的故障频率混成一个;窗函数选错,边带模糊成一团;平均次数太少,随机噪声掩盖了周期冲击。这些不是系统自动能解决的,需要人去调参、去判断。
更别提那些“在线监测”的陷阱了。有的系统为了省电、省流量,只传几个计算后的特征值,不传原始波形。你以为设备健康,其实特征值根本捕捉不到偶发性的冲击。我之前处理过一个案例,造纸机烘缸轴承保持架裂纹,振动特征值正常,但每隔十几分钟出现一次尖锐的刮擦声。后来我强行要求把原始波形不间断传回服务器,用声音回放一听,咯吱咯吱,像指甲划黑板。再拿包络谱一看,保持架特征频率清晰可见。如果只信在线监测的那个小绿灯,轴承碎掉的后果不堪设想。
所以,我越来越觉得,CMS的成败,80%在于人。数据不会说谎,但采集数据和分析数据的人,会把故事讲歪。你必须保持怀疑,保持好奇,像侦探一样去推理——振动突然变小,是工况变了?传感器松了?还是故障进入晚期,间隙磨大反而振动平稳了?后者才最可怕,因为那是“死亡之谷”。
问:我们工厂刚上了一套CMS,报警值怎么设才合理?
答:千万不要直接抄标准。ISO那些通用标准是基于统计的,适用于刚性支撑、标准转速的机器。但你的设备可能地基软、转速波动大、或者本身就是柔性转子。我建议分三步:第一步,采集至少3个月的正常状态数据,计算各测点的振动统计基线,用均值加3倍标准差作为预警线;第二步,结合设备历史故障案例,如果同型号轴承曾经在2.8mm/s时出现早期剥落,那就把那个值设为警戒;第三步,针对关键设备,做一次启停机测试,测一阶临界转速和共振区,避开可能的结构共振放大。报警值不是死的,要随着设备生命阶段动态调整。记住,报警是给人看的,目的是触发“检查”,不是触发“停机”。
问:小厂预算有限,振动传感器和油液分析只能选一个,怎么选?

答:看设备类型和故障分布。旋转机械,尤其是带滚动轴承和齿轮的,振动分析性价比最高,能发现80%的机械故障。滑动轴承、低速重载、或者液压系统的,油液分析更能抓到早期磨损。但如果你问我个人观点?振动传感器现在便宜得要命,一个国产加速度计才几百块,配合开源采集卡和Python自己写分析,几万块就能搭出一套像样的系统。你缺的不是钱,是愿意花时间学的那个人。有时候,一个会用示波器和Excel的维修班长,比买了百万系统没人会用强十倍。
别再让数据躺平
话说回来,状态监测最怕的不是技术落后,而是数据采集了却没人看。很多工厂的CMS数据库里,躺着几个T的历史数据,只有出事后才翻出来找原因。平时呢?报警邮件被自动归到垃圾箱,振动趋势曲线像心电监护一样默默跳动,直到变成一条直线。这不是CMS的错,是管理流程断了。预测性维护如果只有“测”和“警”,没有“预”和“修”的闭环,就是一厢情愿。
所以,下次再看振动数据时,别光看脸(总振值),也看看X光片(频谱)。动动手,调调分析参数,对比历史趋势,甚至拿着听棒去现场听一听。状态监测的终极武器,不是传感器,不是AI,是你那颗怀疑的脑子。✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:状态监测(CMS):为什么你的振动数据总是骗人? https://www.dachanpin.com/a/tg/55287.html