干了12年模具,最怕半夜电话响——EDM又断丝了。这事儿说起来就头疼。你知道吗?有时候断丝不是设备的问题,而是…操作习惯。对,就是那一点点细节。
丝,怎么就断了?
线切割用的钼丝,0.18mm直径那种,韧性其实很好。但架不住张力调整不当。张力小了,丝抖,短路;张力大了,直接拉断。有一次我调张力,少拧了半圈,结果连续断三次,差点砸机器!后来发现,张力计必须定期校准,别凭手感。手感靠不住啊。

还有导电块。那个玩意儿磨损了不换,丝在上面打滑,局部发热,断得那叫一个利索。我一般建议,每加工500小时就检查一次导电块,哪怕看着还行。钼丝本身也是消耗品,不同牌号质量差别大。我用过国产普通钼丝,寿命短,抗拉强度1600MPa的,高速切割容易断。后来换进口的,抗拉强度到2000MPa以上,确实耐用。不过,也别一味迷信进口,正规国产品牌现在也不差,关键看表面涂层。
放电间隙,玄学还是科学?
说实话,刚开始接触EDM的时候,我觉得放电间隙就是个玄学。粗加工要快,间隙给大点;精加工要光,间隙往小里调。但偏偏它是活的!工作液脏了,间隙跟着变。电压波动,也变。有一次我加工深槽,排屑不畅,火花噼里啪啦,间隙忽大忽小,电极都给烧粘上了。有一年加工航空零件,表面要求镜面,Ra 0.1μm,我调了三天参数,最后发现是电极材料含杂质,换了高纯度石墨才搞定。那一刻,真想抽自己。
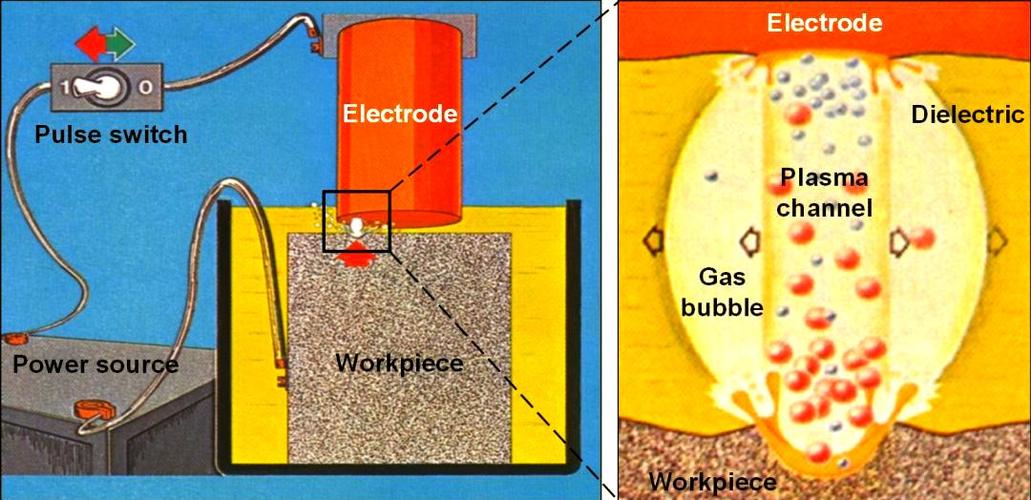
💡 我的经验:粗加工间隙控制在0.05-0.1mm,精加工0.01-0.03mm,但必须根据脉宽和峰值电流动态调整。别死记参数。最好接示波器看波形,脉冲前沿要陡,后沿不能有振荡。这招是跟日本一位老师傅学的,确实管用。
问:为什么细丝加工容易断?
答:细丝本身强度低,但主要问题出在运丝系统。导轮磨损,或者轴承卡滞,细丝在高速往复运动下承受交变应力,很快就疲劳断裂。另外,如果工作液过滤不干净,有微小颗粒冲刷丝表面,也加速磨损。我碰到过最奇葩的一次,断丝是因为储丝筒跳动过大,换了个轴承就好了——谁能想到呢?
电极材料,选错悔一年
紫铜电极导电好,但损耗大;石墨电极耐损,但脆,易崩角。现在流行铜钨合金,贵是真贵——一根电极够吃半个月泡面了——但寿命长,表面精度高。做精密接插件,必须用铜钨。不过话说回来,如果是粗打,用普通紫铜足够,成本能省一半多。❗千万别混用,不同材料的放电参数完全不一样,混用等着出波浪纹吧。
问:EDM加工后表面有麻点怎么解决?
答:麻点通常是放电蚀坑不均匀造成的。原因可能是脉宽太大,单次脉冲能量过高,熔池分离不充分。或者工作液太脏,排屑不畅导致二次放电。解决:减小脉宽,增加间歇,加强冲液压力。精加工时,可以用混粉工作液,能明显改善表面粗糙度,达到镜面效果。我试过,加了硅粉,Ra从0.8降到0.2,效果惊艳。
自动化浪潮下的EDM新玩法
现在都讲智能制造,EDM也不落伍。最新的机床带自适应控制,实时检测间隙状态,自动调节参数。我以前手动记录数据,现在上位机直接分析,异常报警。听说还有厂家搞了AI电极补偿,根据历史数据预测损耗量,提前补偿路径。没亲身用过,但看演示,确实牛。
不过,再智能的设备,也离不开人的判断。上个月帮朋友调一台老式火花机,没有数字显示,全靠听声音、看火花颜色。噼里啪啦的蓝色火花,密集均匀,那声音像细雨,机器状态就对了。这种手感,是时间熬出来的。
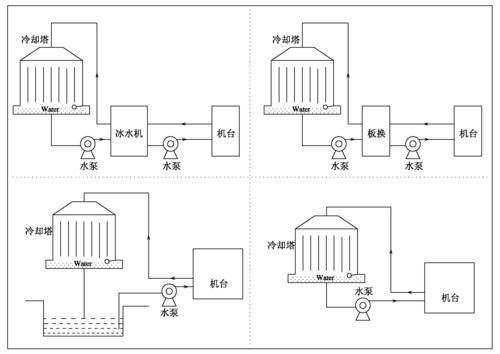
工作液,最容易被忽视的环节
说起来都是泪。刚入行时用普通乳化液,便宜,但夏天发臭,还锈工件。后来换了合成型水性液,寿命长,不过对皮肤有点刺激——得戴手套。现在高端机都用油基工作液,闪点高,加工稳定,但贵得离谱,一桶几千块。我折中,用半合成,性价比不错。关键是要定期撇油、过滤,否则浓度变了,放电特性全乱套。
防锈与精度:被忽略的细节
加工完的工件,放一晚上就生锈了?尤其夏天,湿度大。有人怪材质,其实大多数是工作液残留没处理干净。我习惯加工后用防锈油喷一下,再气枪吹干。更狠的,直接浸脱水防锈油。还有一点,机床精度——你们多久没打激光干涉仪了?定位精度跑了,加工出来的尺寸就飘。我这边半年校一次,虽然麻烦,但客户验收一次过的时候,值了。
✅ 最后啰嗦一句:不管你用多贵的EDM,定期维护工作液最重要。脏液不仅影响效率,还会腐蚀导轨。换一次液的钱,比修导轨便宜多了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:电火花加工(EDM)为什么总断丝?老鸟踩过的坑,你一定也遇过 https://www.dachanpin.com/a/tg/59099.html





