不是真的喝茶。是被生产副总叫到办公室,门一关,整整两小时。出来时脸色铁青——他带了十五年的装配线,被一个刚来半年、成天拿秒表画图的小伙子给砍掉了三分之一的人。
这事儿在车间炸了锅。都说那小子就会纸上谈兵,可数字摆在那儿:产量提了40%,不良率还降了。凭什么?
就凭一把叫工作研究的手术刀。剖开了这条线十五年积累的脂肪,切掉了冗余动作、无效搬运、反人类的工装——说实话,挺残忍的,但有效。
什么是工作研究?——不是玄学,是解剖刀
很多人一听“工作研究”就觉得是学院派玩意儿,什么IE七大手法,什么程序分析、作业分析、动作分析……听着就困。对吧?
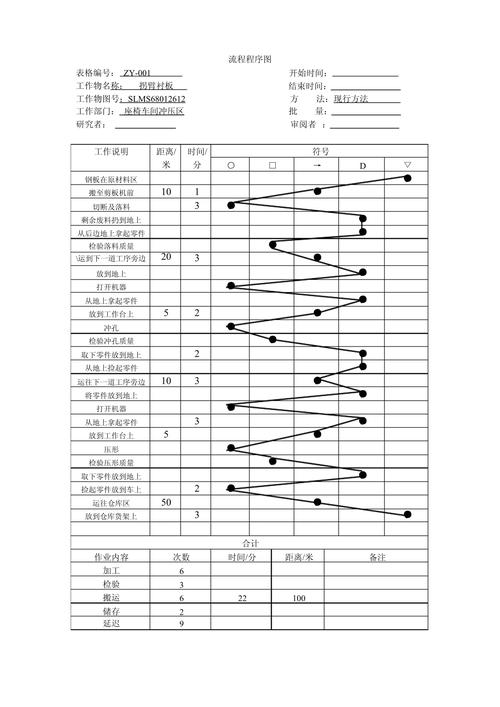
不过话说回来,你真下车间蹲三天,就发现——全是宝贝。工作研究核心就两件事:方法研究和时间研究。前者问“能不能干得更聪明”,后者问“干成这样要多久”。一个是找更好的做法,一个是定靠谱的标尺。没先后,是螺旋着来的:改善完方法,重新测时间;发现时间异常,倒回去看方法是不是有猫腻。
其实泰勒老爷子当年拿秒表的时候,工人都想揍他。可现代工业离了这套连产线都排不齐。说个极端例子:某日系汽车厂,连操作工转身取料的度数都要优化——减少15度,一天就能省出半小时。疯了吗?没疯,省出的时间都是利润。
动作分析:你以为的省力其实是浪费
上个月去一家做阀门的工厂,看见个工人拧螺栓,动作那叫一个娴熟——左手拿螺栓,右手持风批,咔咔两下,完事。可我站在旁边看了十分钟,差点吐血。
他每拧一颗,都要先弯腰从脚边的料盒里摸螺栓。料盒深,螺栓小,一摸就是三四秒。摸出来还得瞅一眼方向,再套到螺孔上。一天三千颗,弯腰摸螺栓就花掉两小时。这帮人还觉得自己动作快得很。
后来我们把料盒架到肘部高度,斜口对着他,螺栓头朝上排好。你猜怎么着?单件时间从12秒掉到7秒。不是加速,只是消除不必要的动作元素——工业工程里叫“动作经济原则”。
说实话,很多管理者根本分不清标准动作和习惯动作。习惯动作里藏着大量莫根·大卫森说的“无效劳动”:握持、寻找、选择、思考……全是吞时间的黑洞。所以动作分析不单是分解,是逼迫你去想:这个动素,真有必要吗?能合并吗?能用夹具替代人手吗?能借助重力吗?一连串问题下来,工位就瘦身了。
💡 小贴士:做动作分析别一上来就录像、画双手作业图(虽然那是基本功)。先跟工人聊,问他哪儿别扭。十有八九他早觉得别扭了,只是没人在乎。你带着尊重去问,能挖到一堆改善点。
问:我们厂也学过动作分析,但工人都觉得那玩意儿没用,还嫌我们添乱,怎么办?
答:哈,问到痛处了。其实不是没用,是没做对。千万别拿着表格往工位旁边一站,跟监工似的——那铁定抵触。先找一两个痛点工位,帮他们做实打实的改善,比如加个斜面滑槽让零件自己滑到手边,或者调节座椅高度让腰不累。让其他工人看见:欸,你们这组今天怎么下班那么早?哦,改了工装啊。口碑传得比你说一百遍都管用。然后悄悄把改善前后的视频对比往群里一发,不用你催,下回你提秒表他们都不拦。

时间研究:别拿秒表当凶器
一说时间研究,画面总是:IE工程师捏着秒表,眼神像鹰,工人手心出汗。这场景落后了。秒表可用,但只是工具之一。预定时间标准法(PTS) 比如MOD法、MTM,早就能在办公桌前把标准工时算个八九不离十——只要动作分解够细。但诡异的是,很多工厂宁愿相信老师傅的“凭经验估工”,也不愿花两天学MOD。
我入行时傻傻地拿着秒表去测一个焊工,测了十组数据取平均,兴冲冲报上去。结果第二天那焊工提了离职——他觉得被侮辱了。后来我明白了:时间研究不是测人的快慢,是测量标准方法下所需的正常时间,还得加宽放。你没跟人解释清楚评比系数(评速)、私事宽放、疲劳宽放,他就觉得你在逼他拼命。
❗ 踩过最大的坑:把“观测时间”当“标准时间”。观测时间不经过评比和宽放就直接用,要么紧得逼死人,要么松得养懒汉。
问:测定标准工时是不是拍脑袋?工人抵触,说定额太高完不成,怎么办?
答:好问题,这行干了二十年,敢说一半的企业定额都有问题。首先,如果作业方法没标准化,测出来的时间就是废的——今天这样干,明天那样干,秒表追不上变化。其次,评比系数必须透明。我的土办法:让被观测的工人也参与评速,放一段标准操作视频让他们自己打分,比对几次后他们就理解了。宽放率别拍脑袋,实际记录疲劳恢复点、喝水上厕所频次,拿数据说话。最后,试运行期间开通申诉渠道——让他提出哪儿不合理,拿录像复盘。往往能发现是方法问题而不是时间问题。一来二去,标准工时就成了共同遵守的契约,而不是镇压工具。
生产线平衡:不是数学题,是博弈论
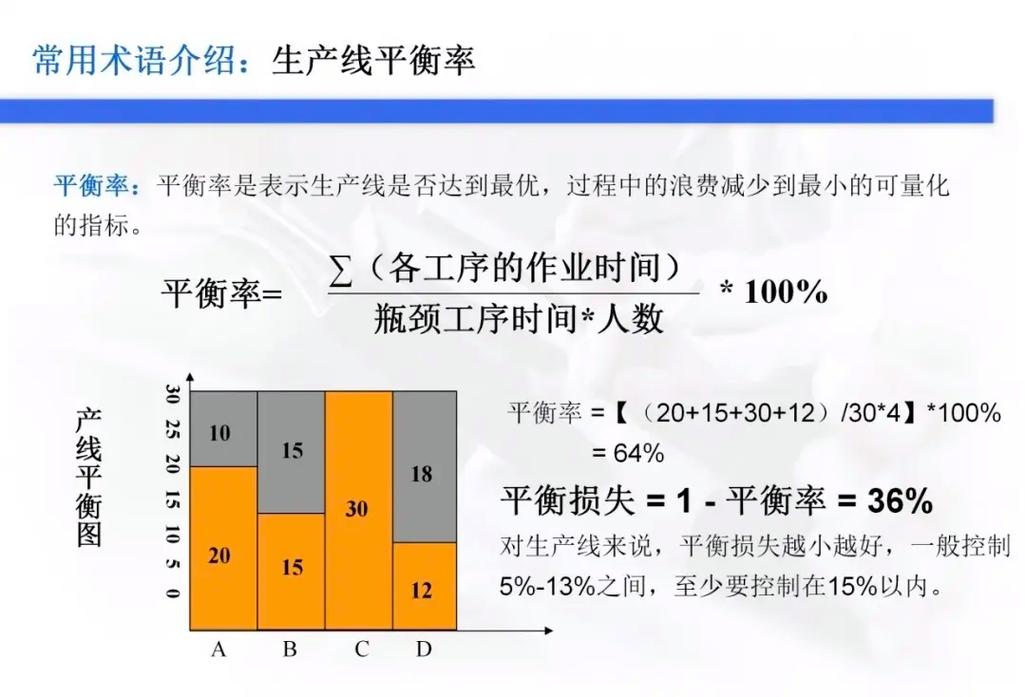
有了靠谱的标准工时,才敢谈生产线平衡。很多厂子算平衡率,公式背得溜:平衡率=(各工位时间总和/(瓶颈工位时间×工位数))×100%。算出来75%,觉得凑合。可75%意味着25%的产能被瓶颈堵死,其余工位都在等。等就是浪费。
上月去一家电子组装厂,流水线23个工位,瓶颈工位耗时48秒,其余工位多在35秒左右。经理说“已经平衡过三次了”。我到现场一看,瓶颈工位那个姑娘不仅要插端子,还要贴标签、扫码,旁边的工位却在发呆。不是作业分配不均,是作业分配原则搞错了:受限于节拍,但忽略了工序先后顺序和技能约束。把扫码挪给上游,加个小夹具让插端子快两秒,瓶颈就降到44秒。整个线平衡率从68%拉到89%,没加一个人。
平衡生产线,更像是在剪裁一条不断蠕动的蛇。产品一变,时间全变;人员流动,技能重新分布。所以别迷信一次平衡管一年。真正的流程改善是动态的,甚至每天晨会看板上的积压点都在提醒你该做微调了。
✅ 实用建议:做线平衡别只画山积图(当然那个图很直观)。到现场去,拿胶带在地上贴出工位边界,用粉笔记录每个工位的在制品堆积高度。连续三天,你就知道哪儿是伪平衡——数字好看,实际堆成山。
其实聊了这么多,核心就一句:工作研究不是屠龙术,是车间里的常识。只不过常识被惯性掩埋了。那位被调岗的老师傅,后来反过来请小IE喝酒,说:“你小子拆了我的线,倒把我拆醒了。”——现在他成了改善狂人。故事收尾有点突然?就这样吧,车间里的变革从来不讲究仪式感。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工作研究:从动作分析到生产线平衡,老专家被调岗的秘密 https://www.dachanpin.com/a/tg/59154.html