干了十五年精益,被问最多的一句话——‘老师,我们产线怎么改?’ 每次我都不想正面回答。因为问这话的人,八成还抱着流水线这根救命稻草不撒手。说实话,流水线这玩意儿,亨利·福特在一百年前就玩明白了,可他那时候只造一款车,一造就是十几年。你呢?上个月接的单子,图纸还没焐热,下个月又换品种。你还在那调平衡率、算节拍,调得满头大汗,最后发现还是堆了一地在制品。这不叫生产,这叫给自己挖坑。
去年在宁波一家汽配厂,老板拉我看他的‘王牌’流水线,几十号人排排坐,传送带咔咔转,气势很唬人。我蹲在车间半小时,数了数,一个外壳部件要经过12个工位,每个工位操作时间从15秒到90秒不等。你猜怎么着?最忙的那个女工,手上活没停过,旁边的小伙子却隔三差五刷手机。我问主管:‘这产线平衡率算了没?’他挺自豪:‘85%!’我差点没噎着——85%的平衡率,意味着至少有15%的产能是闲置的,更别提换模的时候了,一停就是四十分钟。我转头对老板说:‘拆了它。不破不立。’他脸都绿了。
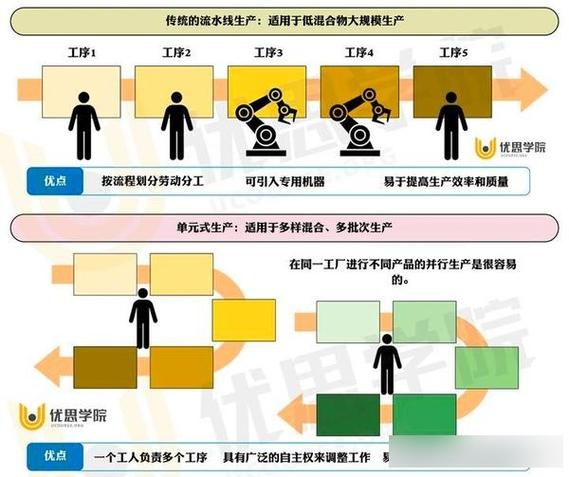
我理解那种抵触。毕竟流水线是工业化的图腾,拆了它,仿佛在否定整个现代制造。但现实就这么残酷:多品种、变批量、短交期,这三座大山压过来,传统的直线型流水线已经喘不上气了。这时候,单元化生产(Cell Production)才真正浮出水面。不是什么新潮概念,早在上世纪六十年代丰田就在搞了,只不过那时候叫‘U型线’。可很多人到今天还没搞懂它到底牛在哪。
单元化生产,绝不仅仅是把线掰弯
很多人以为,单元化生产就是把直线改成U形,或者围个圈,让工人面对面干活。错!这种理解太表面了。我见过最离谱的案例,一个顾问把设备绕成个花瓣状,就宣称建成了‘精益单元’,结果物流更乱了。单元化生产的核心不是形状,是流程重构和人的重构。
简单说吧,传统流水线追求的是‘单件流’,把工序切得越细越好,每个人只做一两个动作,培训快,效率高——理论上是这样。但这就把人当成了机器,而且是最不稳定的那一种机器。单元化生产反其道而行,它要求把一个产品的全部或大部分工序封闭在一个小单元里,由3-5个多能工协作完成。设备不再是按功能排布的‘机群式’,而是围绕产品工艺路线紧凑排列,形成一个个独立的小车间。这样,物料进去,成品出来,中间没有停滞,没有大量的在制品搬运。
去年我在苏州一家医疗器械厂推单元化,先拆了整条组装线,把注塑、超声波焊接、组装、检测四道工序圈进一个12平米的U形区。两个工人,一个从U形口取注塑件,另一个在U形底做检测包装,中间互相补位。一开始工人直骂娘,说一个人要干四五种活,累死。我让他们试跑一天,第二天数据出来,人均产出反而提升了30%,不良率还降了。那个骂得最凶的老师傅,后来跟我说了句大实话:‘以前只盯着一个孔打螺丝,脑子是死的,现在得操心整个产品,反倒觉得有意思了。’
这就是单元化生产的妙处——它把控制权交还给操作者。不再是传送带推着你走,而是你决定整个单元的节奏。遇到问题,团队马上围拢解决,不用等线长、等机修。沟通成本急剧下降,因为大家背靠背,吼一嗓子全听见了。
你焦虑的那些问题,单元化早就有解了
我知道,一谈改革,管理者脑子里先蹦出来的全是困难。下面这几个问题,是我每次培训都被追问的,干脆摊开说。
问:我们一天要换七八次产品,单元能应付过来吗?
答:太能了。传统流水线换产为什么慢?因为所有工位都得停,要换模具、改夹具、调参数,然后第一件试制往往报废。单元化生产里,一个单元只负责一个产品族,工装换型可以并行操作——你换你的焊接夹具,我调我的测试程序。而且因为单元本身就是按照工艺路线建的,很多设备可以共用,换模时间能缩短60%以上。我们做过对比,某家电板卡生产线,从流水线转成四个产品族单元后,换产时间从平均45分钟降到了12分钟。不是魔术,是物理逻辑通了。
问:单元化对工人要求太高了吧,我们招不到那么多多能工。
答:这就是个先有鸡还是先有蛋的问题。你都不给他机会练,哪来的多能工?单元化本身就是最好的培训道场。在规范的操作分解和交叉训练下,一个新员工从只会一道工序到掌握三四个岗位,快的两周,慢的一个月。而且我发现一个现象:单元里因为要互相配合,老员工会主动教新人,那种‘教会徒弟饿死师傅’的阴暗心理少了很多,因为谁都希望自己休班的时候有人能顶上,否则累死的是自己。再说了,培养多能工又不是只有技能收益,最重要的副产品是团队责任感,是活生生的‘人’的感觉,而不是流水线上的一颗螺丝钉。
当然,单元化不是万能药。它最适合多品种、中小批量的生产类型。如果你一年就做一款产品,订单稳定得像闹钟,那保持高效流水线或许更划算。但今天大部分制造企业面临的是什么?订单碎片化,客户要得快,个性化需求满天飞。这时候还不考虑单元化,就等着被柔性化浪潮拍死在沙滩上吧。
怎么迈出第一步?别等万事俱备
心动但不知道怎么动?我的建议就四个字:赶紧动手。别指望找个咨询公司给你搞个完美方案,单元化生产是现场长出来的,不是PPT画出来的。
问:我们厂想试试单元化生产,第一步做什么?
答:圈定一个产品族,划出一块实验田。产品族怎么选?别贪心,找那些工艺相似、占你们总产值不低但频繁插单的品类,这种压迫感最容易出效果。然后,组建一个4-6人的跨职能小组,一定要拉上现场有威信的老员工,他们的话比总经理好使。接着,用‘纸箱工程’模拟:用纸板在地上画出设备布局,拿在制品实际走一遍,记录下所有卡顿的环节。这个过程会吵翻天,但特别珍贵,因为那是未来单元运行的实战预演。最后,做好考核机制的转变,单元里考核的是团队整体产出和一次合格率,不能再靠计件工资了,否则协作就是个笑话。
说起来,我最怕听到的一句话就是‘等我们准备好了’。你能准备好什么?单元化本身就是个动态优化的过程。我们给合肥一家白色家电企业做辅导,第一个单元搭起来只用了三天,乱得一塌糊涂,但一周后就开始顺畅,三个月后人均效率比老线高出一大截。重要的是启动,在运行中暴露问题,再一个个灭掉。
单元化生产另一个常被忽视的好处是空间节约。流水线恨不得拉出几十米长,而单元化紧凑,同样产能下占地通常能减少30%-50%。省出的空间,可以给新产品试制、原材料缓存,甚至摆几盆绿植改善环境——工人心情好了,质量都跟着稳定。这笔账,很多老板算不清,眼里只有设备利用率,却看不见空间周转带来的隐性成本。
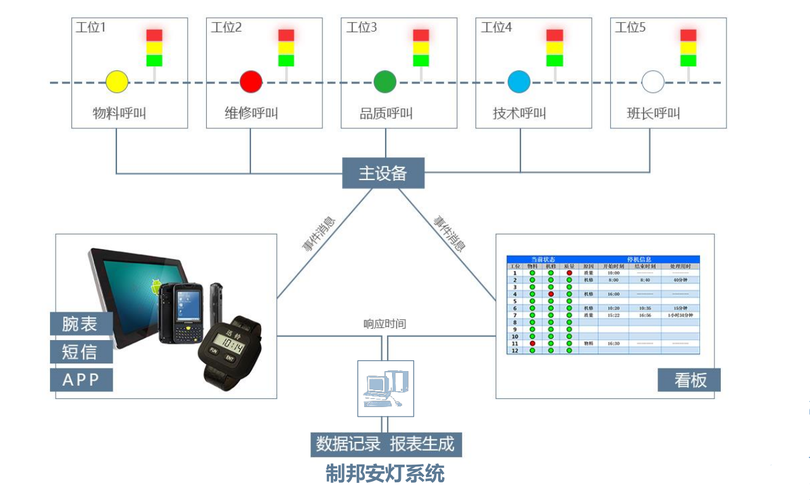
这几年数字化浪潮涌来,单元化生产也被赋予了新活力。我们在常州一家精密加工企业,把单元看作一个最小的数字孪生体。每个单元装上了传感器,实时采集节拍、异常呼叫、质量数据,通过安灯系统和调度中心联动。这下,单元不再是孤岛,而是像蜂巢里的一个个工蜂,既独立又协同。生产了470个品种,平均日换线22次,靠的就是这种‘数字单元’模式。所以说,单元化不是抱残守缺的旧东西,它正成为智能工厂的基石。
最后吐个槽。有次行业论坛上,一位‘智能制造专家’大谈全自动无人工厂,下面听众听得热血沸腾。轮到我,我上来泼了盆冷水:‘各位,你们连基本的流动性都没搞定,就想搞黑灯工厂?步子太大,容易扯着。’单元化生产,这种看似‘复古’的模式,其实就是帮你先把内部物流、人的协作、快速换产这些基本功打扎实。没有这个地基,再炫的自动化也是空中楼阁。
所以,下次再有人问我产线怎么改,我可能还是会说‘拆了它’。不是开玩笑。与其在一条注定低效的直线上死磕,不如勇敢地围成圈,让人与人、人与产品重新建立起联结。那种默契和灵活,是传送带永远给不了的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单元化生产:别再迷信流水线了,这才是多品种小批量的活路 https://www.dachanpin.com/a/tg/59162.html




