上周去一家汽配厂,车间主任拉着我诉苦:电费涨得离谱,怀疑是空压机太费电。
我绕着气动管路走了一圈,嘶嘶声此起彼伏——泄漏点不下二十处。
他当时就惊了:这些接头漏点气,能费多少电?
我告诉他,一个1mm的小孔,一年漏掉的气折合电费将近3000块。
他脸色都变了。
说实话,气动系统这玩意儿,看着皮实耐用,其实是个娇气包。
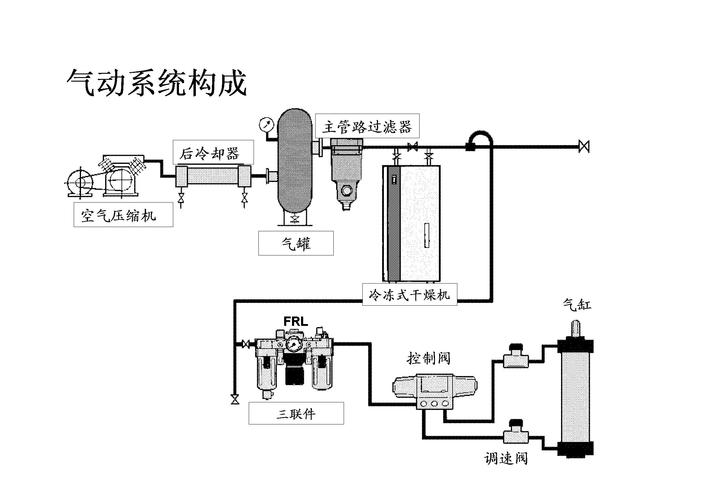
压缩空气,是工厂里最贵的动力介质之一。
不信你算算:空压机把常压空气压缩到7bar,只有不到20%的电能转化成势能,其余全变成热量耗散了。
这意味着啥?意味着从气路末端喷出来的每一丝气流,都在烧钱。
大部分工厂对泄漏的态度,四个字:习以为常。
“嘶嘶声又不是今天才有,多少年的老毛病了。” 你要是也这么想,赶紧醒醒。
我见过最夸张的案例,一间中等规模的机加工车间,泄漏率居然超过40%。
啥概念?空压机发出来的气,四成以上压根没干活,直接漏回大气了。
一个小到听不见的微漏点,孔径0.5mm,每年泄漏量接近14000立方米,折合电费小两千块钱。
如果管路接头、快插、线圈、气缸密封圈都在漏——那画面太美不敢想。
检测泄漏,老方法是用肥皂水,效率低到令人发指。
现在靠谱的做法是:超声波检测仪。
压缩空气从高压侧喷向低压侧,会产生特定频段的超声波,人耳听不见,仪器却能精准捕捉。
对着管路扫一遍,泄漏点一目了然,还能生成泄漏量和成本报告。
有些新款甚至能连手机,数据直接上云,泄漏热力图看得清清楚楚。
💡
优先查这几个地方:快插接头、FRL三联件接口、气缸端盖密封圈、电磁阀阀体连接处。产线停机时用超声波检测仪,从空压机房出口开始,顺着主管路、支管路、直到末端用气点,一步步听过去。重点听“嘶嘶”声密集的区域。新趋势是安装在线声学成像仪,实时监控,发现泄漏立即报警。
十家工厂,八家气缸选大了。
为啥?怕不够力,本着“大点保险”的心理,结果活塞杆驱动负载时,多余的气全变成了热量和噪音。
选型正确的气缸,负载率取70%~80%就足够。
再搭配上合适的电磁阀——功耗不能只看几瓦,响应时间更重要。
慢吞吞的阀会导致气缸动作迟钝,节拍上不去;速度过快的呢?能源浪费不说,冲击大,密封件半年就废。
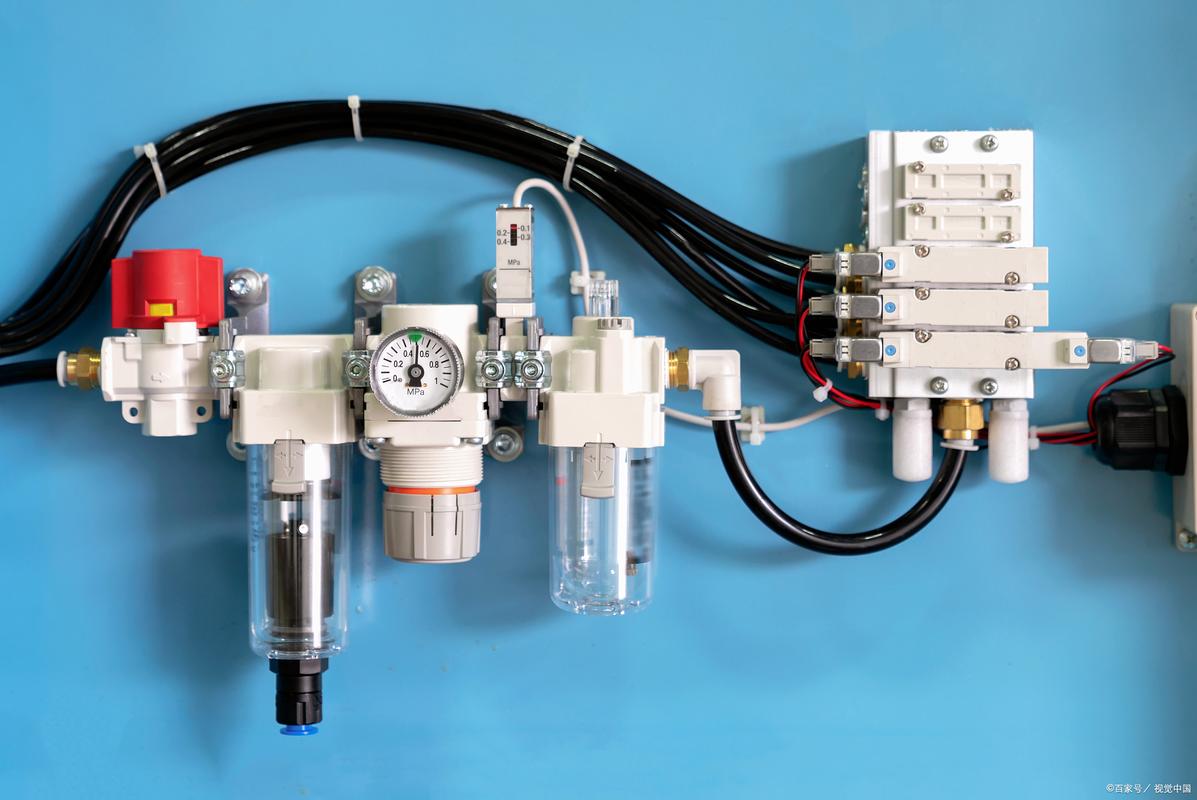
FRL也是重灾区。很多工厂滤芯堵了都不换,以为还能将就。
导致压降变大,从三联件出口测压力6bar,到气缸进气口只剩5.2bar。
那0.8bar的落差,全是电费填的坑。
定期更换滤芯、检查排水器,这笔账要算。
💡
最常见的是用直动式阀驱动大缸径气缸,结果切换速度像老牛拉车。该选先导式时别省钱。另一个坑是忽略工作频率,高频动作的阀必须看寿命曲线,有些阀标称2000万次,到实际环境下因为粉尘、油雾,寿命砍半。还有,别忘了阀的功耗:双电控阀长期带电,会发热,线圈容易烧,建议用单电控带弹簧复位的。
这两年工业物联网铺得很快,气动元件也开始“上户口”了。
流量传感器、压力传感器、位置传感器,统统可以带IO-Link通讯。
一根线缆,既供电又传数据,把气缸每分钟的耗气量、电磁阀切换次数、过滤器的压差,全怼到控制器里。
边缘计算网关做本地分析,异常一出现就推送到手机。
我去年给一家食品包装线做过改造:在关键气动三联件后加装智能流量计,数据上云。
历史数据一对比,发现每天换班时段耗气量莫名高出一截。
追查下去,原来是晚班工人习惯用压缩空气清洁传送带——没错,吹尘。
这可真是烧钱的风。
补了操作规程,又加装了电磁阀控制的定时关断,每月电费降了三千多。
监测气缸末端缓冲时间,如果从0.2秒渐变到0.35秒,说明密封磨损、摩擦力变大,该换密封圈了。
电磁阀切换时间延长,提示阀芯卡滞或弹簧疲乏。
这些数据比人的经验可靠得多,而且不用拆解,不停机。
有些新锐的数字化气动平台,干脆把气动系统当“能量流”来建模——压缩空气的产生、输配、使用,每一个节点都有数字孪生。
能耗异常,系统直接标注根因,比如“第四装配岛第三个气缸内泄漏加剧”。
这感觉,就像给气动系统装了心电图。
气动系统这东西,说简单也简单,几根管子几个阀;说复杂也真是无底洞。
但最核心的还是两条:堵住泄漏,选对元件。
再搭上智能化的便车,能耗降个15%~20%真不算难事。
别等到空压机过载跳机、气费报表飘红,才想起来治理。
我最后说句扎心的话:你听不见的那些嘶嘶声,都是利润在蒸发。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:气动系统能耗黑洞:别让压缩空气白白跑掉 https://www.dachanpin.com/a/tg/59539.html