我上个月去了一家风电塔筒制造厂。焊接车间里,一位老师傅叼着烟,眯着眼看探伤仪屏幕——超声检测,老本行了。他呸了一口,说现在都用相控阵啦,快,但扫出来的图像花里胡哨,看不懂。我心里咯噔一下。这不就是行业的缩影吗?技术飙得太快,人跟不上了。
无损检测(NDT)这行,正在被撕裂。一边是实验室里炫酷的数字孪生、AI判读,另一边是现场工人还在凭经验敲敲打打。说实话,我挺焦虑的。我们到底是在追求更安全,还是只是在堆砌数据?
超声相控阵:快是真快,但脑子呢?
相控阵超声检测(PAUT)火得不行。不用磨探头了,不用来回扫查了,一个电子扫描,图像三维立体。焊缝里的气孔、夹渣看得清清楚楚。效率提升至少50%,谁不爱?

但问题来了。图像漂亮了,判读却更难了。以前A扫描波形,峰值跳一下,老师傅就知道是裂纹还是未熔合。现在呢?扇形扫描、C扫描,满屏彩色斑点。没个三年五载经验,你敢下结论?我跟一个三级证的老家伙喝酒,他拍着桌子骂:这帮小年轻,只会点屏幕,连探头频率对穿透力的影响都拎不清!
❗ 更可怕的是,一些企业买了高端设备,就以为万事大吉。培训?敷衍了事。标准?照搬国外。结果呢,缺陷漏检率反而上升了。这不是技术的错,是——人心浮躁。
TOFD:被误解的“精度之王”
衍射时差法(TOFD)在厚壁焊缝检测上,精度碾压常规超声。但很多现场人员排斥它。为什么?因为扫查架笨重,对耦合要求变态般苛刻,一点点表面不平整就信号漂移。操作稍有不慎,上下端点信号混叠,你就对着屏幕抓瞎吧。
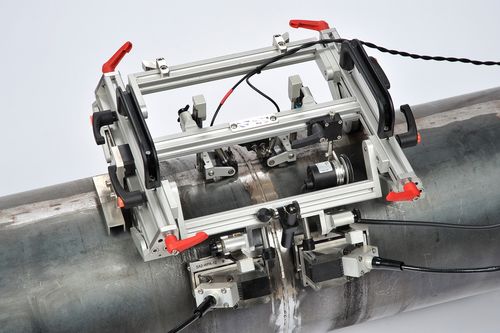
我参观过一个石化装置检修现场,检测公司用TOFD测60mm厚的反应器环缝。工程师调了半天参数,显示屏上弧线漂亮极了。旁边业主监理冷不丁来一句:“你那个直通波怎么跟底波对不上?”工程师脸一红,重新校核,发现耦合剂里夹了个小气泡。啧,低级错误。
TOFD的致命伤是近表面盲区。如果不配以常规或相控阵补充扫查,缺陷就会从眼皮底下溜走。可有些方案里就是懒得提这一点——因为省钱啊。
问:我们厂刚接了厚板焊缝,用TOFD是不是必须配相控阵?
答:看厚度和验收标准。如果板厚超过40mm,或者要求检出1mm以上缺陷,TOFD单用不够。因为上表面盲区能达5-10mm。必须用相控阵扇扫覆盖近表面,或者至少用直探头和斜探头走一遍。有些业主要求用全矩阵捕获(TFM),那更贵。但安全上不能打折。我见过某桥梁钢箱梁因为漏检微小裂纹,补焊花了上百万。别冒险。
💡 所以,TOFD不是银弹。它是个精密工具,但得配上懂行的人。
涡流与渗透:那些“老古董”的价值被低估了
一提表面检测,年轻人就撇嘴:磁粉、渗透,土得掉渣。尤其渗透检测(PT),喷喷罐,又脏又慢。可去年某航空发动机叶片榫槽裂纹,就是靠荧光渗透发现的——因为叶片结构复杂,超声根本进不去。
涡流检测(ET)也憋屈。能检测导电材料表面和近表面缺陷,非接触,速度快。可一遇到复杂形状或厚涂层,信号就乱跳。但我佩服那个搞飞机轮毂检测的老师傅,自制涡流探头,专查螺栓孔边沿疲劳裂纹。他说:机器是死的,人是活的。啧啧。
问:我们做不锈钢管道焊缝,表面检测用渗透还是涡流靠谱?
答:渗透最简单,但只能查开口缺陷。涡流检测能发现未开口的皮下缺陷,深度可达2mm左右,而且不污染表面。不过,涡流对焊缝余高敏感,需要专用探头,信噪比差。如果你管道介质是易燃易爆的,渗透剂残留可能是个隐患,这时候涡流优势就出来了。先评估工况,别拍脑袋。
这些方法看似落伍,实则不可替代。我们太迷信高科技,反而忘了基础。去年一个炼油厂塔器,PT漏检了应力腐蚀裂纹,事后分析,发现渗透时间不足,清洗过度。这种操作细节,机器管不了啊!
AI判读:是神棍还是救星?
现在没人不谈AI。超声图像AI辅助判读,号称准确率95%。我试用过一款,界面花哨,标记缺缺陷框框,显得很专业。但拿已知缺陷试块一测,把晶界反射当成分层缺陷报了!你信它?
话说回来,AI对批量化检测是好帮手,比如大批量焊缝筛查,能自动标记可疑区域,降低人员疲劳漏检。但模型训练需要海量真实缺陷样本,很多企业数据根本不共享。最后训出来的 AI 就成了“实验室宠物”,到现场就歇菜。
✅ 我的底线:AI 可以辅助,不能决策。签字负责的还是人。
其实,无损检测的核心从来不是设备多先进,而是人的判断力。我见过用老式模拟超声仪测出0.5mm缺陷的牛人,也见过抱着百万设备拿错的草包。技术再变,责任心不变。
未来呢?数字射线(DR)、激光超声、机器人自动化检测……都来了。但我想起那个风电厂的老师傅,他说:小子,机器再能,也闻不到焊接烟尘里的危险味道。这话糙理不糙。我们搞工业的,还是得脚踏实地。对吧?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:无损检测(NDT)的超声革命:当缺陷无处可藏时,我们却在自欺欺人? https://www.dachanpin.com/a/tg/59552.html