我如何用六西格玛(DMAIC)把废品率从8%降到0.5%
第一次接触六西格玛,是在2008年。当时老板从通用电气挖来一个黑带大师,全厂停产半天培训。我坐在最后一排,心里直犯嘀咕——什么Define-Measure-Analyze-Improve-Control,不就是PDCA换了个马甲吗?PPT上全是花哨的统计符号,我们这些搞机械的,最烦这个。
直到2015年,我接手一个要命的项目:汽车变速箱壳体加工线,废品率8%,月亏损40万。客户威胁停线,总经理拍了桌子。我硬着头皮说,给我三个月,用DMAIC走一遍。
Define阶段:别急着列项目章程
那时候我们最容易犯的错,就是还没搞清问题,就哗啦啦写一堆项目章程。Define的第一步,根本不是填模板,而是去现场闻机油味。我记得在冷飕飕的车间里,盯着操作工换刀,他一紧张就加快进给,粗糙度就超差。我问:为什么加快?他白我一眼:定额做不完扣奖金啊。
问题不在刀具,在工时定额。💡这让我意识到,定义阶段的关键是找准CTQ(关键质量特性)和客户真正的痛点。客户没说“粗糙度超差”,客户说“异响”。于是我们把声级计搬上产线,量化“异响”——频率、分贝、持续时间。这才是Define该干的事。
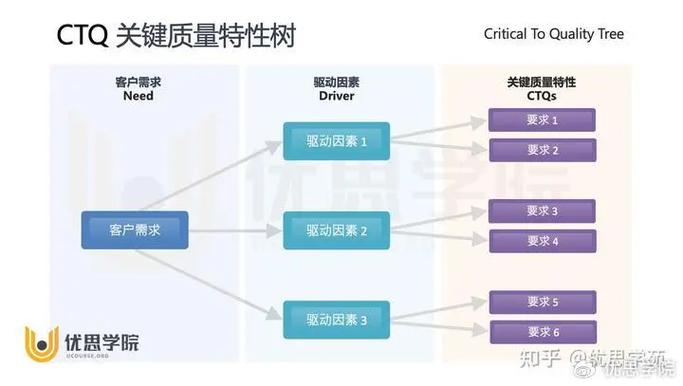 六西格玛DMAIC定义阶段CTQ树分析图
六西格玛DMAIC定义阶段CTQ树分析图
很多人拿着SIPOC图就交差,说实话,那玩意儿有用,但如果不结合现场,就是废纸。项目章程要像刀一样锋利,砍掉一切不相关指标。我们最后只聚焦一个Y:变速箱壳体接合面粗糙度Ra≤0.8μm。别的一概不管。✅
Measure:数据会撒谎,你得会问
测量阶段,最戏剧化。我们兴致勃勃搞了一个月数据采集,回头一看,过程能力指数Cpk只有0.6。完蛋,连1.33都不到。我蒙了,难道设备真的这么烂?但老师傅说了一句:你这三坐标测量机,每天只开两个小时,温度都没稳定。❗
果然,我们做了MSA(测量系统分析),GR&R高达45%,重复性和再现性一塌糊涂。这不叫产品变异,这叫测量变异!调整空调,规定提前开机一小时,GR&R降到12%。Cpk立刻变成1.2。你看,数据会撒谎,如果你不先问问测量系统靠不靠谱。
问:为什么我的测量系统分析总是通不过?
答:多半是你操作工没培训到位,或者量具本身就不稳定。我见过一个案例,卡尺没校准,白费了两周数据,想起来就恼火。另外,千万别忽略环境——温度、振动、清洁度。有一次车间旁边叉车经过,三坐标指针都在抖。所以,做MSA前先做个5S,别嫌麻烦。
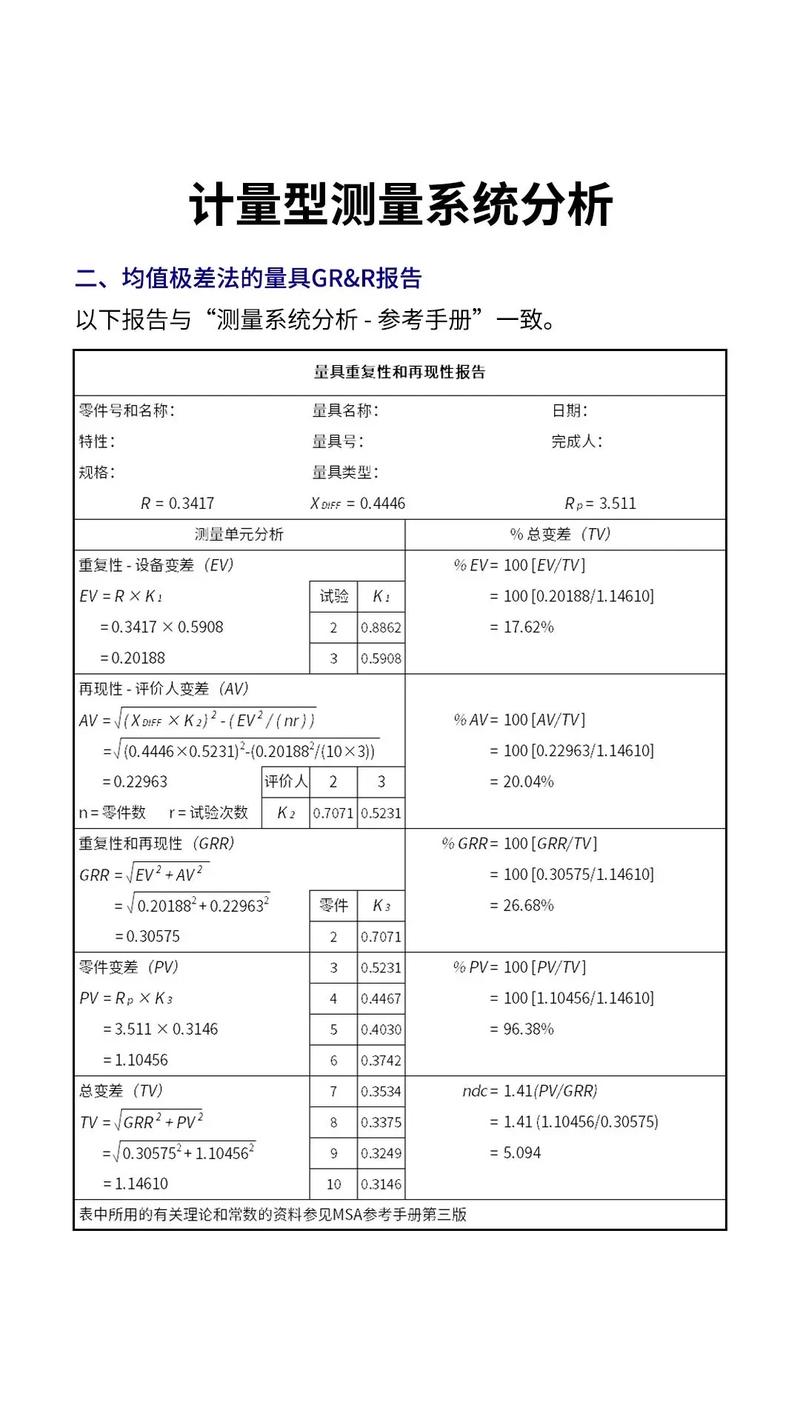 六西格玛测量阶段MSA量具重复性再现性分析
六西格玛测量阶段MSA量具重复性再现性分析
数据收集的时候,我们用了分层抽样,按班次、设备、模具分开。这才发现,夜班数据波动极大——原来夜班工人偷偷调程序,因为质检员晚上不在。唉,人心也是变量。所以Measure阶段,别光顾着跑统计软件,多跟人聊天。💡
Analyze:那个让我失眠一个月的交互作用
 Analyze:那个让我失眠一个月的交互作用
Analyze:那个让我失眠一个月的交互作用
分析阶段,才是真正的烧脑。我们用鱼骨图、FMEA,最后怀疑刀具磨损和切削液浓度有交互作用。于是设计了一个DOE(实验设计),两因子两水平,加中心点。结果跑出来,交互作用显著得吓人——浓度一高,刀具寿命反而断崖下降,因为冷却效率降低,切屑堆积。这在单因子实验里根本看不见。
说实话,那一刻我浑身起鸡皮疙瘩。以前总怪刀具质量,原来是配比问题。统计学真的能见鬼。❗交互作用图一画,两条线交叉,我盯着看了十分钟,心里又酸又喜——酸的是被这个坑耽误了两年,喜的是终于抓住了狐狸尾巴。后来我们优化了浓度,刀具寿命提升三倍,粗糙度稳定在0.6。
问:分析阶段一定要用DOE吗?太复杂了。
答:不一定。如果因子少,简单相关分析、回归就能搞定。但如果你怀疑多个变量互相扭在一起,DOE是利器。我见过一些黑带,啥都往DOE里塞,结果实验次数爆炸,车间陪不起。记住,DOE的前提是测量系统合格,因子水平选得对。否则就是garbage in, garbage out。可以先做筛选实验,别一上来就全因子。
Improve:改完就完?天真!
 Improve:改完就完?天真!
Improve:改完就完?天真!
改进方案,我们弄了三个:调整切削液浓度、更换刀具牌号、加装在机测量自动补偿。试运行两周,废品率降到2%。大家都欢呼,准备庆功。我却心里不踏实——2%离目标0.5%还有距离。而且,改进后没有稳定运行,说不定明早就反弹。
于是我们做了一周的全因子验证,结果发现,换刀具牌号后,虽然粗糙度好了,但崩刃风险增加。工人又偷偷降了进给,产量下滑。这叫什么?饮鸩止渴。最终方案是保留原刀具,只改浓度和增加补偿,并且修改了作业指导书。改进不是一次性事件,是对策的PDCA嵌套在DMAIC里。💡
我们还小范围试点了防错装置,在夹具上加传感器,如果粗糙度趋势异常直接报警。这属于 mistake proofing,从被动抽检到主动预防。效果真好,废品率直线下降。
Control:最被低估的阶段
控制阶段,我敢说90%的项目都栽在这里。大家做完Improve,画个控制图就撒手。没几个月,老问题复现,还怪六西格玛没用。冤不冤?我们用了三个工具:控制图、过程能力监控、以及定期的内部审核。但最狠的一招,是把关键参数写进设备PLC,操作工乱调不了。以前夜班偷改程序?现在权限锁死,修订需要工艺主管密码。❗
问:控制图选哪种?我们产线数据经常不满足正态。
答:这问题好。别迷信正态假设。很多数据天然非正态,比如刀具磨损是趋势的。用I-MR图时,可以加Box-Cox转换,或者直接上非参数方法,比如中位数图。更重要的是,控制界限要基于实际过程能力,别死套规格限。有一次我们规格下界限0.5,控制下线却到了0.3,差距太大,虚发一堆警报,工人直接无视控制图,最后形同虚设。所以控制图的“管控感”比数学正确更重要。
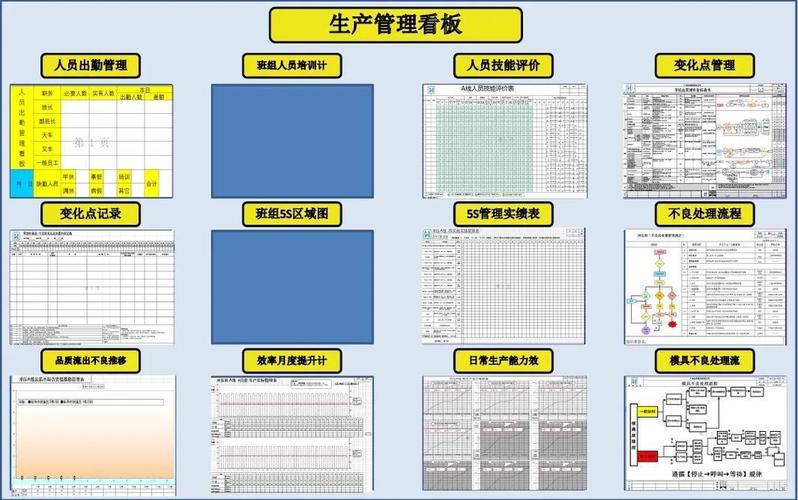 六西格玛控制阶段生产现场控制图看板
六西格玛控制阶段生产现场控制图看板
我们还建立了反应计划:一旦连续7点下降,立即停机检查冷却液浓度。这个计划贴在机床旁边,字体大到老花眼也能看见。✅
最终,三个月后,废品率稳定在0.47%,一年节约成本260万。这个项目让我彻底服了DMAIC。它不是什么神秘教条,而是一种严密的逻辑习惯。不过话说回来,千万别死守流程,工具是为人服务的。有时候工人在现场的一个眼神,比回归方程还真实。
六西格玛这条路,我走了十几年,依然觉得只摸到皮毛。但有一点确信:知识不进入肌肉记忆,都是纸上文章。去车间吧,机油味会让你清醒。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:我如何用六西格玛(DMAIC)把废品率从8%降到0.5% https://www.dachanpin.com/a/tg/55116.html





