上周车间送来一个异形弯管,没有图纸,没有数模,就一句话:“老张,想办法整出来。”这种活儿我接多了——说实话,刚开始干逆向工程那几年,真是噩梦。💡 但后来发现,这事儿有门道。
一、逆向不是抄,是解读
千万别把逆向工程想成简单的复制粘贴。它更像一个翻译过程,把物理零件翻译成数字语言。你手里的是一个有公差、有磨损、甚至有点变形的实物,要变成精准的CAD模型,中间全是坑。
我最早用卡尺硬测,一个孔距量半天,最后装不上去。后来上三维扫描仪,哗——一秒几十万个点,看着爽,处理起来想砸电脑。❗点云噪点、孔洞、边缘模糊,多少工程师在这儿崩溃过。
比如那个弯管,扫描完表面反光,局部点云缺失。我用包裹算法补洞,结果补出来像个土豆……后来学乖了,用区域生长法结合手动编辑,一点点把面补顺。这个过程,AI永远替代不了。

问:逆向工程精度到底能达到多少?
答:看设备和流程。入门级扫描仪标称0.05mm,实际结合尺寸测量和优化,能做到±0.1mm已经烧高香。如果再用摄影测量全局对齐,大工件可以控在±0.3mm/m。不过说实话,很多时候零件本身变形都不止这个数。
二、扫描仪选型:别让销售忽悠了
现在的扫描仪五花八门,蓝光、红光、激光、结构光……销售张嘴就是“全局精度0.02mm”,你信?反正我不信。每次测试新设备,我先扫个标准量块,再扫我家猫——猫毛反光一塌糊涂,根本没有点云。这才是现实工况。
小型精密件(比如注塑齿轮),用结构光扫描仪,单幅精度高,但拼接依赖标志点,有时候标记点贴得不对,模型直接扭曲。💡 大尺寸铸件,我用手持激光扫描仪加全局摄影测量,灵活,但表面处理必须喷显像剂,不然镜面反光扫个寂寞。粉末喷涂那步,省不了。
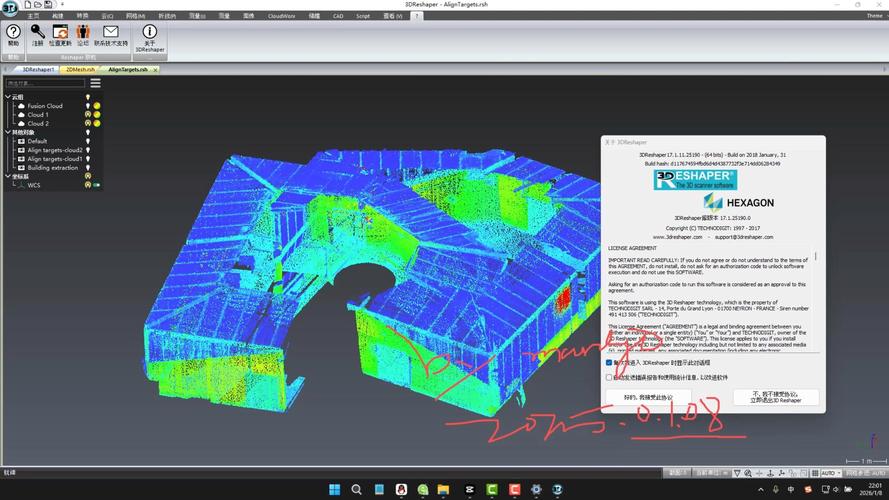
问:扫描数据怎么变成可加工的CAD模型?
答:这是逆向工程最难的环节。通常先处理点云(去噪、采样、对齐),然后生成网格,再通过逆向建模软件(如Geomagic Design X、QUICKSURFACE)提取特征,构建实体。但自动拟合的圆柱、平面往往有偏差,需要反复调整。我的习惯是在关键配合面用尺寸约束,强制对齐,非配合面适当放宽。这样模型既能加工,又保留了原始设计意图。千万别一键自动曲面——那个结果只能看,不能用。
三、逆向之后,就是制造了吗?没那么简单
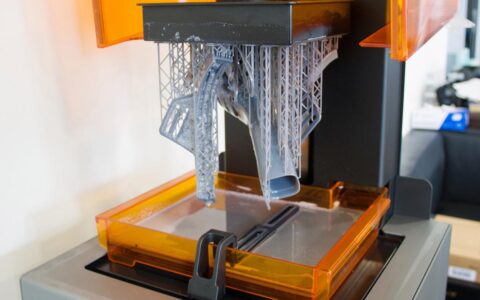
拿到模型只是第一步。很多时候逆向是为优化改进,比如那个弯管,原设计壁厚分布不均,扫描后发现实际壁厚偏差极大——铸造工艺导致的。我们在CAD里重新设计了变壁厚过渡,用3D打印试件验证,再开模。这已经不是单纯的逆向,是二次开发。
还有一次,逆向一个上世纪进口的泵壳,内部流道复杂得要命。扫描只能看外表面,内腔怎么办?我们用CT扫描,拿到内部点云,但分辨率受限,细小流道全是伪影。后来靠老师傅手浇石膏模,再分段解剖测量,结合CT数据才画出靠谱的流道曲线。😩 那种老旧设备,资料全无,纯粹靠手艺。
💡 法律问题也得提一嘴:逆向别人的产品,如果是为了教学、修复或兼容,一般没问题;但如果直接用于商业竞争,可能侵犯专利权或商业秘密。务必先做FTO(自由实施)分析,别等律师函上门。
写到这儿,突然想起一件事。上次有个年轻同事,扫了个塑料件直接3D打印,夸嚓装上就裂了——没考虑材料收缩和强度。逆向工程不是终结于数字模型,你必须懂材料、懂工艺、懂装配。这行,知识越杂,存活率越高。
最后说句掏心窝的话:别迷恋高精度设备。我见过用摄影测量+卷尺就搞定大型框架逆向的老师傅,精度够用,还快。工具是死的,判断力才是核心。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:逆向工程:我的数次翻车与一点心得 https://www.dachanpin.com/a/tg/59555.html