干了十五年产品开发,最烦听到的一句话就是:“图纸不是画好了吗?怎么样品还没出来?” 好像设计一冻结,东西就能从屏幕里蹦出来似的。 说实话,以前没有快速成型那会儿,开一副模具动不动就是几周,出个手板得求着老师傅排期。 现在呢? 中午发文件,晚上就能抱着实物喝啤酒。
上周有个年轻工程师拿着打印件来问我,说这东西精度怎么差了0.2毫米。 我说你先别急,咱选材料的时候图便宜用了PLA,那玩意儿热胀冷缩你又不是不知道。 他一脸懵。 唉,快速成型不是万能药,对吧? 但它的确把试错成本干到了地板价。 过去开个注塑模,万一有个倒扣或者壁厚不均,修模费动不动就上万。 现在? 3D打印直接出,有问题第二天再打一版,花费可能就几十块钱。 这种试错自由,真是改变了产品开发的底层逻辑。
💡 快速成型的三种主流技术,别被供应商忽悠瘸了
市面上的快速成型服务商,个个都说自己全能。 但你要是分不清 FDM、SLA 和 SLS,很可能花冤枉钱。 我见过最离谱的案例:客户要做一套卡扣装配件,供应商推荐了 FDM——结果打印出来的层纹导致卡扣一按就断。 后来换成 MJF(多射流熔融),强度直接翻倍。 所以,选技术必须跟最终用途挂钩。
FDM(熔融沉积):最便宜,但表面有台阶纹。 适合做结构验证,比如看看外壳能不能装进机箱。 千万别拿它去给客户做外观展示,除非你想被吐槽“像土豆表面”。
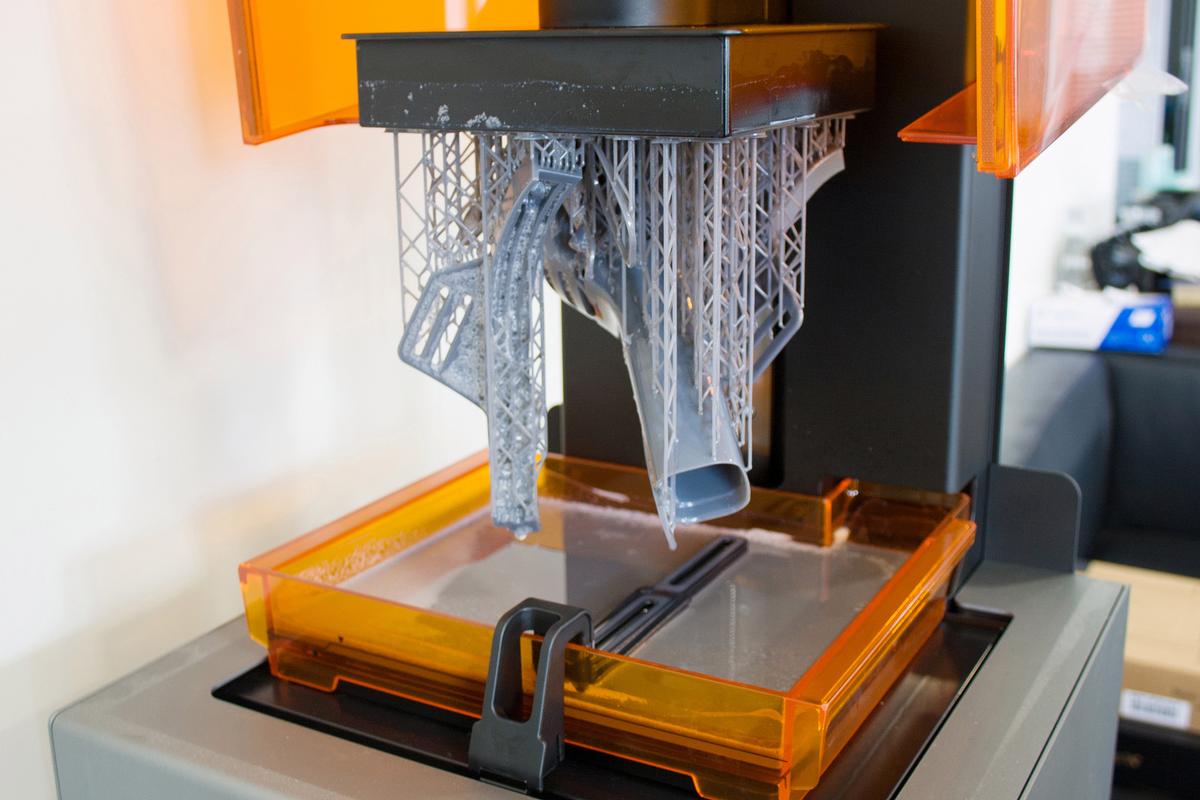
SLA(光固化):精度高,表面光滑。 透明件还能用。 但树脂件普遍比较脆,不适合反复拆装。 上次做了个医疗设备外壳,SLA 出来喷漆,客户愣是没看出是打印的。 不过要小心,SLA 后期收缩率不好控制,大尺寸件容易翘曲。
SLS(选择性激光烧结):尼龙粉末烧结,强度高,耐温好。 直接当功能件用都没问题。 无人机螺旋桨、齿轮、铰链这些运动部件,我基本都用 SLS。 缺点是表面有点磨砂感,而且粉末回收后性能会下降,小批量时要注意批次一致性。
还有种叫 PolyJet 的技术,彩色多材料混合打印,做透明软硬结合件特别骚气。 就是设备和材料成本高得离谱,除非你是做医疗模型或者高端消费品,否则没必要碰。
🔧 快速成型不只是打印,CNC手板和一些老手艺还有用
现在一谈快速成型,很多人脑子里只有 3D 打印。 其实呢? CNC 手板在一些场合完全碾压打印。 比如你需要铝合金或者 POM 材质的零件,打印件再怎么做后处理,材料性能也比不上整块料加工出来的。 我最近一个项目,需要做高温气流测试的喷嘴,3D 打印的金属件内部孔隙率太高,气流乱了。 最后还是老老实实 CNC 铣了一块 316L 不锈钢,问题立马解决。
真空复模也是个好东西。 当你要做几十个小批量硅胶件或者透明件时,先 3D 打印一个原型,然后用硅胶模具翻制,成本比打印低得多,而且材质手感接近量产。 深圳那边很多手板厂,复模技术炉火纯青,一天就能交样。
不过有个坑:复模的收缩率一般在千分之五到千分之十五,你得提前放大尺寸。 别问我怎么知道的,曾经有一批遥控器按键因为没放余量,装上去直晃荡……

❓ 快速成型在实践中那些绕不开的问题
问:“快速成型件到底能不能当最终零件用?”
答:看你怎么定义“最终”。 如果是低载荷、非关键结构,比如无人机外壳、消费电子支架,SLS 尼龙件完全可以直接装机。 有些医疗设备的小批量配件,甚至用 SLA 加生物相容性树脂过认证。 但你要拿去当汽车发动机内部件? 趁早死了这条心。 温度一高,蠕变变形教你做人。 还有一种情况是合规问题,比如需要 FDA 或 CE 认证的零件,打印材料的追溯文件可能不全,这点必须在项目初期就跟供应商确认好。
问:“我是初创团队,预算有限,该买设备还是找服务商?”
答:强烈建议你先外包。 买台桌面级 FDM 打印机也就两三千,但你算一下:操作培训、材料浪费、失败率、维护时间、后处理设备……隐形投入能让你崩溃。 特别是你有多个项目并行,打印排期能把人逼疯。 专业服务商有工业级设备,材料库全,还能帮你做 DFAM(面向增材制造的设计)优化。 等你月订单超过 50 件,再考虑自己买一台准工业级机器更划算。 当然,如果你就是喜欢折腾,当我没说。 玩,也是一种价值。
问:“快速成型的精度到底能到什么程度?”
答:别听销售吹嘘“微米级”。 行业里 SLA 公称精度一般是 ±0.1mm/100mm,实际受树脂收缩、支撑去除、后固化影响,大件做到 ±0.3mm 算不错了。 SLS 的精度取决于铺粉均匀性和激光光斑,一般 ±0.2mm/100mm。 如果你真要求 ±0.05mm 以内,只能上 CNC 或者金属打印后精加工。 还有,壁厚太薄(低于 0.8mm)、细长杆(直径 <1mm)很难保证尺寸,设计的时候就要留足余量。
📈 最新实践:数字库存和工装夹具的快速成型浪潮

去年去一个汽车厂参观,让我大开眼界。 他们产线上的工装夹具,以前都是钢制件,开模周期 6 周。 现在直接改成碳纤维增强尼龙打印,3 天出成品,重量减轻 70%,工人单手拎起来。 更狠的是,他们把备件图纸全数字化,仓库里没有实物库存,需要的时候就近打印。 这种“数字库存”模式,对备件供应链简直是降维打击。
另一个趋势是快速成型与传统工艺的混合。 比如用 3D 打印做模具的随形水路,冷却时间缩短 40%;或者打印蜡模去熔模铸造,做复杂腔体。 这些组合拳打出来,开发周期比纯传统模式缩短了 60% 以上。 不过前提是,你得有个懂行的团队,不然光文件转换和工艺衔接就能折腾死人。
最后吐个槽:现在做快速成型的门槛越来越低,导致有些设计师完全不考虑可制造性,画出来的图根本没法加工。 他们觉得反正能打印,什么奇葩结构都敢画。 结果呢? 支撑堆得比主体还多,清支撑清到怀疑人生。 所以,无论技术怎么变,设计规范永远是根基。 别让工具惯坏了手。
快速成型不是一个终结状态,它是无数迭代中的一个节点。 我们这代工程师,赶上这个技术爆发的时代,是幸运的。 但工具永远只是工具,最终能走多远的,还是用工具的人。 你说对吧?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速成型:从概念到实物的工业革命 https://www.dachanpin.com/a/tg/59559.html