说实话,干我们这行,谁还没被氧化膜坑过几回?上周去一个厂子,刚进车间就听见他们在嚷——一批铝件阳极氧化完,表面跟长了麻子似的,密密麻麻的白斑。老板脸都绿了。我当时心里就咯噔一下,这场景太熟了。阳极氧化这工艺,看似简单,槽液一泡、电一通,实际上呢?处处是坑。
很多人以为阳极氧化就是给铝穿层铠甲,防腐蚀嘛,顺便染个色。没错,但不全对。这层“铠甲”可不是随便就能长好的。它得从铝基体上自己“长”出来,不是涂上去的,是电化学转化。所以对材质、前处理、电解液、温度、电流密度……这些东西敏感得要命。稍微有点差池,出来的膜要么疏松,要么起粉,要么干脆给你来个彩虹色——你还别笑,彩虹色在某些装饰件上是卖点,但在工业件上就是废品。
我经常琢磨,为什么同样是阳极氧化,有的厂做出来膜层硬得跟陶瓷似的,有的轻轻一刮就露白?
核心在控制。 不是守着参数表就能搞定,你得读懂槽液的情绪。比如硫酸浓度,教科书上写180-200g/L,可你夏天还这么干?温度一上去,膜溶解加剧,出来的膜孔大得能塞芝麻,染色倒是容易了,耐磨性全完蛋。这时候就得降浓度、加搅拌,甚至上冷冻机组。说到冷冻,很多人舍不得那点电费,结果夏天废品率飙升——真的,别跟电解液较劲,它可不会体谅你的成本。
别把前处理不当回事!除油除不尽,后续全白费
我见过最离谱的操作:铝件拿过来,拿抹布蘸点汽油擦擦就进槽了。你以为阳极氧化是万能胶啊?油污、氧化皮、甚至手汗,都会影响膜的附着和均匀性。碱性除油、酸性出光,这两步省不得。特别是铸铝件,疏松多孔,油污渗进去,你得用超声波才能震出来。否则阳极氧化后,表面看着没问题,盐雾测试一上,冒泡、起皮,全来了。

出光也很关键。硝酸或者硫酸+氢氟酸配方,把表面的自然氧化膜和挂灰去掉,露出新鲜铝基体,这样长出来的膜才致密。但出光时间得掐准,太久会腐蚀表面,太短又去不干净。我习惯用手感判断——新出光的铝表面摸起来微微发涩,反光均匀,那就是对了。
电解液的老化与维护:看不见的成本杀手
硫酸电解液用久了,铝离子含量会上去。超过15g/L,膜层容易起粉,透明度也差。很多厂子舍不得换槽液,一直补硫酸,结果铝离子浓度爆表,做出来的活惨不忍睹。这时候要么部分换槽,要么上离子交换装置除铝。还有一种添加剂,能抑制铝离子的不利影响,但那是治标不治本。
槽液里的杂质更烦人。氯离子超过80mg/L,点腐蚀就盯上你了。铜、铁离子多了,膜层发暗、染色出怪色。所以前端清洗用水得用去离子水,挂具也要定期退镀,别把杂金属串进来。有一次帮一家厂查问题,他们新上的阳极氧化线,老是有黑点,查来查去——挂具弹簧用的是不锈钢,在酸液里电化学溶解,铜离子全跑到槽里去了。换钛合金挂具,问题立马消失。

染色与封孔:颜值和寿命的终极保障
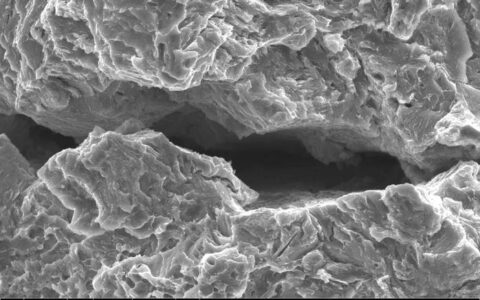
阳极氧化膜的微观结构就是无数个微孔,像蜂窝。染料分子钻进去,再封孔堵住,颜色就固住了。但这里面的门道,三天三夜都说不完。就说封孔,以前都用沸水封孔,节能环保,但遇到酸性染料,色牢度不够;后来流行中温镍盐封孔,效果好,可含镍废水处理让你头疼;现在有些高端领域用无镍封孔剂,成本高,工艺窗口窄。怎么选?看你终端应用。建筑铝型材,户外风吹雨淋,必须沸水封孔或者有耐候认证的封孔工艺;电子产品外壳,镍盐封孔问题不大,还兼顾手感。
染色就更有意思了。有机染料色彩丰富,但耐光性差,户外半年就褪成狗;无机电解着色——像锡盐、镍盐电解液——出来的古铜色、黑色,那是真耐候,用二十年还那样。但电解着色电压波形复杂,一个小脉冲没调好,颜色就发花。说说我的小心得:做香槟色,电解着色比吸附染色靠谱一万倍,别问我怎么知道的,都是眼泪。
问:阳极氧化后为什么会出现白斑?有时一烘烤就冒出来,怎么解决?
答:白斑多半是氧化膜里裹了水合铝或者盐类残留。原因有几个:封孔不彻底,膜孔里藏了水;或者着色后水洗不充分,残留染料/电解液,一加热就结晶析出,顶起膜层形成白点。解决办法:加强每道工序间的水洗,特别是封孔前,最好用去离子水洗两次;封孔温度和时间要保证,沸水封孔的话,pH值调到5.5-6.5,加点醋酸铵能促进封孔。烘烤前尽量沥干水分,温度慢慢升,别一下子进高温炉。
问:硬质阳极氧化和普通阳极氧化到底差在哪?能直接替换吗?
答:硬质阳极氧化通常指低温(0-5℃)、高电流密度下生成的厚膜,膜层硬度可达300-500HV,耐磨性极好。普通阳极氧化膜就几十微米,硬度也低。但硬质氧化对铝合金牌号很挑,一般5系、6系、7系可以,铸铝就容易烧边。而且膜层颜色偏深,着色空间小。所以不能想换就换,得看工件工况和材质。还有一点,硬质氧化尺寸增长可控,但脆性大,尖角处容易崩裂,设计倒角至少0.5mm以上。
说了这么多,其实就一个意思:阳极氧化是门手艺活,参数是死的,应对是活的。每次新料号上线,最好先试槽,小批量跑一遍,切片看膜厚和致密度,盐雾测试也别省。现在有些厂子上自动线,人更依赖系统,但槽液异常预警、颜色在线检测这些东西,还是得有经验的人盯着。AI能帮你稳定工艺,可一旦出幺蛾子,能救场的还是老师傅的那双眼。
最后啰嗦一句:环保红线越来越紧,含铬、含镍废水处理成本高,无铬前处理、无镍封孔这些新工艺虽然贵点,但从长远看,比罚款停产强得多。行业在变,咱们搞技术的,也得跟着进化不是?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:阳极氧化工艺深度解析:从原理到生产实践,这些细节你注意到了吗? https://www.dachanpin.com/a/tg/59602.html