干了快二十年涂装,粉末涂层这玩意儿……怎么说呢,爱恨交加吧。
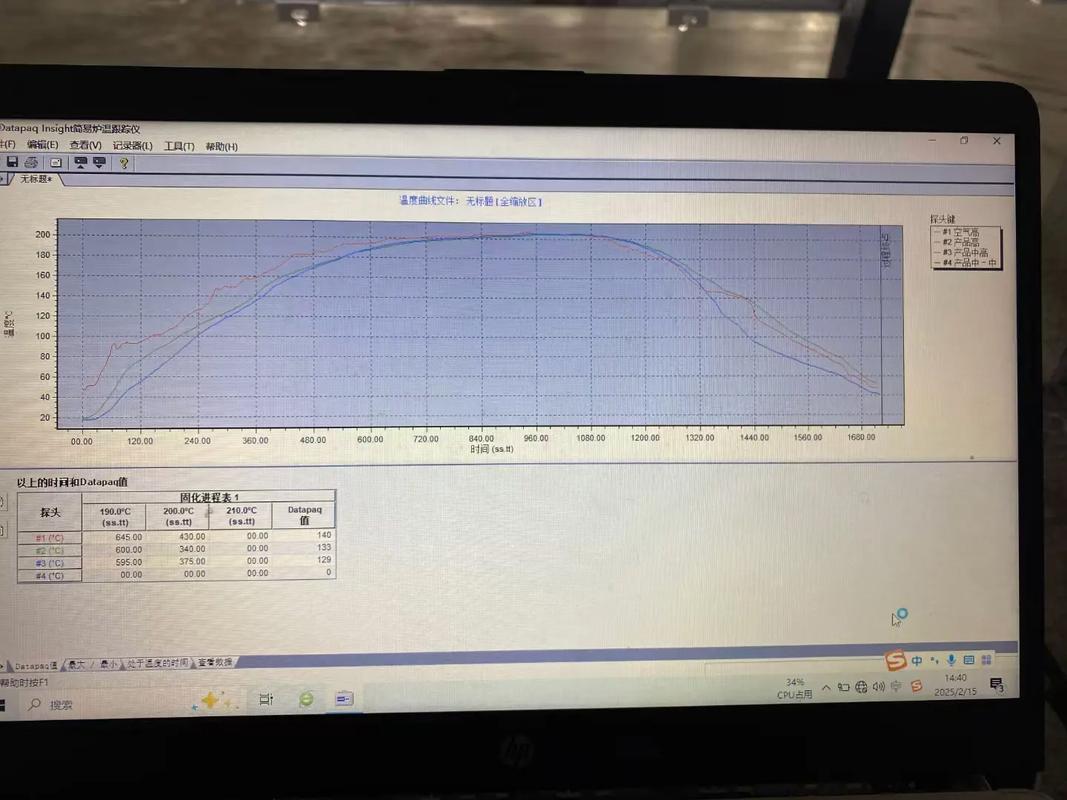
前阵子去一个朋友厂里,他们新上的喷粉线,产品出来全是颗粒,像砂纸表面。项目经理一脸无辜:“供应商说参数都调好了啊。” 我看了眼固化炉温度曲线,直接笑了——这温度爬坡比蜗牛还慢,粉末根本没流平就固化,能光滑才见鬼。有些书本理论,真的害人不浅。
粉末涂层到底牛在哪?先说透
很多人觉得粉末涂层就是“喷漆的高级版”,其实它俩完全是两码事。传统液体漆靠溶剂挥发成膜,粉末涂层是纯固体粉末静电吸附后熔融交联。这个本质区别,决定了它有几个让人服气的优点:
- ✅ 没有VOC排放,环保督查来了也不怕。
- ✅ 上粉率控制好,回收粉末能再用,浪费少。
- ✅ 涂层性能真心好——耐盐雾、耐冲击、柔韧性,很多液体漆比不了。
但是!别光看优点,实际生产能把人整崩溃。比如前处理不到位,工件表面有油污或锈迹,粉末涂层附着力直接完蛋,过几天就起泡脱落。这种低级错误,我见过大厂都犯。

最容易栽跟头的三个环节,信我
我常跟年轻工程师说,粉末涂层的成败,70%在前处理和固化工艺上。喷涂本身反而没那么玄乎。
前处理的坑。 磷化膜质量不好,或者除油不彻底,粉末涂层就像贴在灰尘上的贴纸,一碰就掉。有一次用常温磷化液,冬天温度低,反应不充分,结果整批货退货。那个懊恼……后来加个加热槽,问题迎刃而解。❗ 别省那点成本,前处理液温度很关键。
固化的忽悠。 很多供应商给的标准固化温度是“工件表面温度”,不是炉温。这两个差远了!厚壁工件升温慢,炉温到了,工件其实还凉着呢。必须用炉温跟踪仪实测温度曲线。我见过炉温设定200℃,工件表面才160℃烧了半小时,粉末根本没完全交联,涂层性能差一大截。这不是理论能告诉你的,都是泪。
粉末回收系统的隐患。 回收粉不能无限掺用,尤其是户外耐候粉末,回收粉反复烤,性能衰减严重。有些老板图省钱,回收粉掺太多,涂层容易黄变、起粉。💡建议控制在20%以内,新粉占主导。
别再信“粉末涂层厚度越厚越好”
这个话题必须单独说,因为太普遍了。客户总觉得厚点更耐腐蚀,其实呢?粉末涂层厚度超过一定范围,内应力增大,柔韧性和抗冲击性反而下降。环氧粉末一般60-80μm最佳,聚酯粉末70-100μm。再厚,弯折时会开裂,或者起橘子皮。而且流平变差,表面粗糙。我碰到过一个离谱的案例:对方要求涂层厚度200μm,结果固化后全是针孔。高温下粉层太厚,气泡逸不出来,留下缺陷。这就是典型的不懂工艺瞎提要求。
现在有新招:低温固化粉末
这几年环保压力大,加上金属基材有些是热敏的,低温固化粉末渐渐起来了。以前180℃固化,现在能做到130-140℃,甚至110℃。对压铸件、厚钢板,能大幅节能。不过低温粉末流平性普遍比传统粉末差一点,光泽也难做高。选的时候要权衡。我们试验过某进口品牌,效果不错,但价格翻倍。老板当时表情……哈哈,纠结得很。
问:粉末涂层能不能直接用在生锈的工件上?
答:绝对不能!哪怕带锈涂料能行,粉末涂层不行。锈层疏松,粉末涂层附着力极差,而且锈蚀会继续蔓延,涂层很快鼓包。必须彻底除锈至Sa2.5级,或者用磷化、钝化处理。别信什么防锈底涂直接盖的野路子,我见过都失败了。
问:粉末涂层修补怎么办?磕碰后还能补吗?
答:能,但效果不如原涂层。小面积用双组份液体漆补涂,色差难控。大面积就得返喷,把旧涂层磨掉或打毛,再重新喷粉。所以设计中要避免尖锐角,减少磕碰风险。运输包装也很重要,别为省泡沫棉,整批划伤,修复成本高到哭。
问:粉末涂层和电泳漆比,哪个更好?
答:没法直接比,应用场景不同。电泳漆对复杂内腔覆盖性好,耐盐雾更强,但户外耐候差,必须罩面漆。粉末涂层装饰性好,耐候品种多,适合外表面。汽车一般用电泳底漆+粉末面漆的组合。别只听一家之言,得看你的具体要求。
粉末涂层这个工艺,懂的人觉得简单,不懂的人步步是坎。今天吐槽这些,就是希望大家少走弯路。毕竟,烂一批产品,几个月白干了。对吧?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:粉末涂层:被吹上天的“完美工艺”,其实坑不少 https://www.dachanpin.com/a/tg/59606.html