电镀,本质是电化学沉积,但变数多到离谱。槽液温度差两度,电流密度飘一点,光亮剂少了0.1克,出来的活儿天差地别。更别说前处理——除油不彻底?镀层结合力直接崩。这事儿我见过太多次,老板还怪工人没搅匀,其实化学除油液早该换了,pH都偏到姥姥家了。
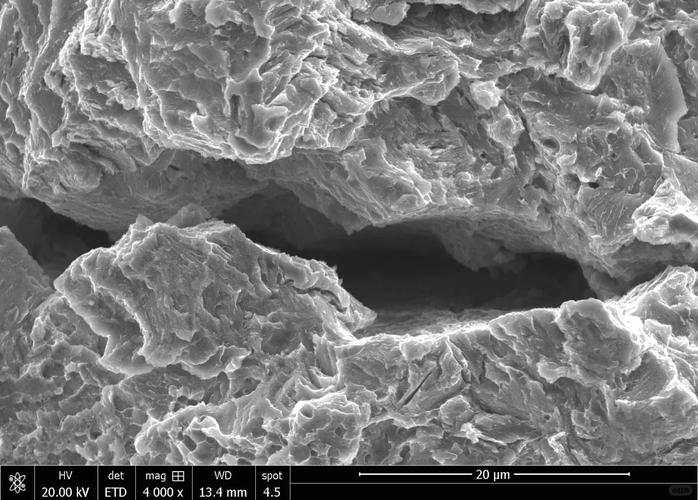
## 别被表面光泽骗了——电镀缺陷诊断 你肯定见过那种镀铬件,刚出来亮得能照镜子,放了两个月,起皮、鼓泡、甚至锈点从镀层底下翻上来。这就是典型的“面子工程”。真正的结合力,不是看初始光泽,是划格法测出来的,是用锉刀锉边缘看有没有翻边。
氢脆❗ 这个隐形杀手,干过镀锌的都知道。高强度钢镀后没及时除氢,在受力时突然断裂,一点征兆都没有。去年有个汽车紧固件厂赔了三百多万,就是因为一批螺栓没做200℃×4h除氢。惨痛教训。
问:镀层结合力差,除了前处理,还有哪些原因?
答:很多人忽略了一点——基材本身。高碳钢的表面磷化物膜?铸铁的石墨析出?不把这些“表面惰性层”去掉,镀液根本铺不开。还有一个冷知识:镀液中的铁杂质超过0.2g/L,会显著降低结合力,尤其对镀镍。定期用活性炭过滤、换掉老化镀液,比什么都有用。
问:镀锌后钝化,为什么有时颜色不均匀?
答:钝化膜是化学转化层,对锌层微观结构敏感。碱性镀锌和酸性镀锌出来的锌层晶粒大小、取向不同,不加封闭剂的话,三价铬钝化很容易出彩虹纹。另外,钝化液温度高了,反应太快,膜层厚但疏松,颜色发花。建议控制在25-35℃,pH实时监测。
## 环保利剑下的生存之道 这几年,环保政策像铡刀一样。氰化物镀铜?好多地方直接禁了。六价铬?限制使用,除非关键军工。很多小电镀厂关停,不是没生意,是废水处理成本扛不住。
但有些人就看到了机会——三价铬镀铬工艺成熟了,虽然色调偏白,硬度稍低了点,但局部厚度均匀性更好,分散能力居然优于六价铬?不过维护太娇气,金属杂质容忍度极低,电流中断就报废,哎……只能说“绿色”总是要代价的。
锌镍合金电镀突然火了。耐蚀性比纯锌高5-10倍,无氢脆风险,新能源汽车的连接件、底盘螺栓全在改用这个。碱性锌镍工艺电流效率低,但分散能力好;酸性锌镍效率高,但深镀能力差——选哪个都纠结。业内现在流行“酸性打底+碱性增厚”双槽工艺,听着麻烦,成品率确实上去了。
## 2024年电镀自动化,真的香吗 我去年参观了一条全自动挂镀线,机械臂上下料,镀槽间转移误差不到1秒,电流密度曲线自动调节。老板说,之前靠老师傅手动控制,每批次总有2%不良;现在不良率压到千分之三。不过投入呢?一套像样的龙门线加MES系统,小两百万起。中小企业主肯定要咬咬牙。
但自动化最狠的不是节省人力,是过程数据采集。电流、电压、温度、pH,全部实时记录,一旦出问题可以追溯。这才是工业4.0的精髓——不是炫技,是防错。而且工人不用再站在酸雾里,职业健康也改善了。说实话,现在年轻工人谁愿意闻酸气?招工难逼着工厂升级。
话说回来,自动化不能解决所有问题。比如阳极氧化,铝合金染色时颜色深浅,还是得靠人眼比对。因为氧化膜孔径对染料吸附,受水质、铝材成分影响太大,算法目前还搞不定。
化学镀镍也是,钎焊性要求高的工件,磷含量控制得死死的,高磷(10-12%)非晶态,中磷(6-9%)半光亮,低磷(1-5%)耐磨。自动补加络合剂、次亚磷酸钠,稍微滞后,磷含量就漂了。所以工艺稳定性,永远是核心。
💡 一个小建议:如果你现在用的是老式滚镀线,至少换个高频开关电源吧。纹波系数降到3%以下,镀层细腻度提升肉眼可见,还能省电15%。这笔账划算。
问:电镀废水零排放,到底能不能实现?
答:全零排放理论可行,蒸发结晶、反渗透膜浓缩,但能耗高得吓人。大部分工厂做到“近零排放”,也就是镀件清洗水回用率90%以上,浓水委外处理,这是目前最经济的平衡点。关键在于逆流漂洗的设计,四级逆流,末级补水,能省70%水。不要盲目上MVR蒸发器,那东西开一天电费几千,中小厂扛不住。
问:有镀层替代方案吗?比如达克罗?
答:达克罗(锌铝涂层)的确耐蚀性好,不过涂覆后尺寸变化大,精密件不行。而且达克罗含有铬酸盐,现在无铬锌铝涂层(比如DELTA-MKS)才真正环保,但成本是电镀的3倍。还有就是表面硬度低,不能碰划。各有利弊,看应用场景。
说到底,电镀这行,越干越觉得敬畏。再简单的镀种,想做好都是一门手艺加科学。别迷信进口药水,也别死守土办法,数据说话,持续改进,才是正道。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:电镀还在用老工艺?2024年这些坑你该知道了 https://www.dachanpin.com/a/tg/59599.html