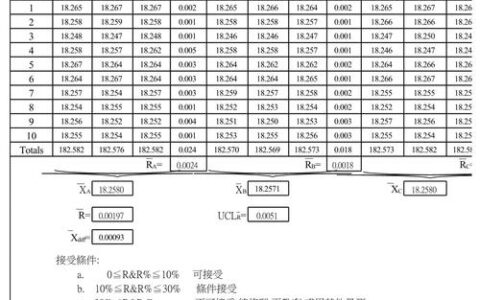
一张失效的控制图,让我半夜惊坐起来
上周五,车间MES系统突然报警。点开一看——控制图上的点直接飞出UCL,连续9个点在中心线同一侧。这还得了?我冲去现场才发现,传感器根本没校准。虚惊一场。但那天夜里我躺在床上忽然想:如果点没飞出,我就根本不会发现偏差……控制图的“报警”机制,在数据自动采集的时代,是不是反而钝化了?
❗ 先别急,我不是要否定控制图。毕竟它是QC七大手法的基石之一,和查检表、柏拉图、特性要因图并称“老四样”。但问题是——我们用得真的对吗?
为什么说QC七大手法在智能工厂里要重新排队
七大手法的经典排法:查检表(数据收集)→ 层别法(分类)→ 柏拉图(抓重点)→ 特性要因图(揪原因)→ 散布图(看相关)→ 直方图(看分布)→ 控制图(看稳定)。流程顺畅得像一条生产线。可是……现场早不是那个手写记录、目视看板的时代了。
前两天和一位在汽配行业深耕15年的质量经理聊天,他吐槽:“很多新上MES的工厂,直接跳过查检表,数据从PLC抓上来就用控制图。 结果控制图不停报警,车间却找不到原因,最后索性关了SPC模块。” 你看,层别法没做好,数据混在一起,高斯分布假设都站不住——控制图能不疯吗?
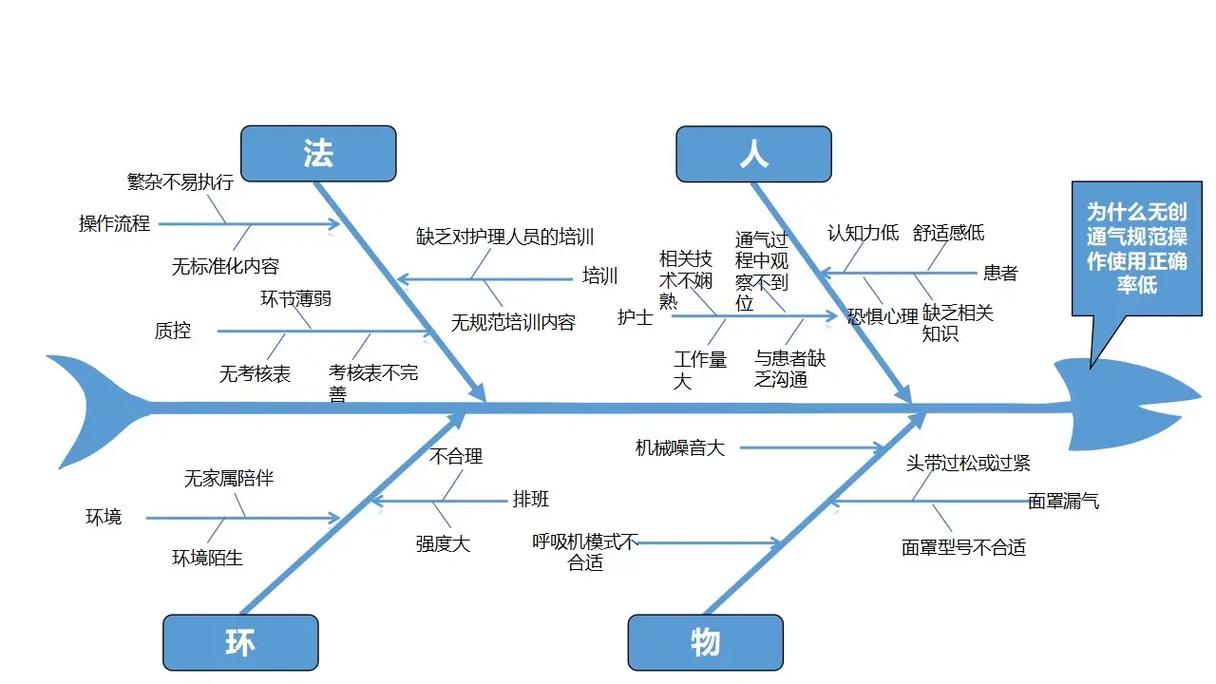
失落的手艺:特性要因图为什么还得人画
说实话,我试过用某AI工具自动生成鱼骨图。把不良数据和参数喂进去,它吐出一个因果链:温度波动→尺寸超差,置信度92%。完美?可惜真实原因是夜班员工怕烫手,提前关模温机。AI眼睛里只有参数相关性,看不到人机料法环里的“法”是操作纪律。
💡 散布图能帮你发现温度与尺寸强相关,直方图能看到双峰分布(果然日班夜班是两批产品),但这些图背后隐含的层别——白班/夜班、老手/新手、A线/B线——必须由人像侦探一样去“猜”出来。这就是层别法的精神。机器不会脑补。
有一次我盯着一组CPK数据发愣,六西格玛黑带同事路过瞥了一眼:“你把调试样品混进过程数据了吧?” 果然——直方图左边那个小丘就是调试件。 我居然没去想层别!那种懊恼,真想摔鼠标。
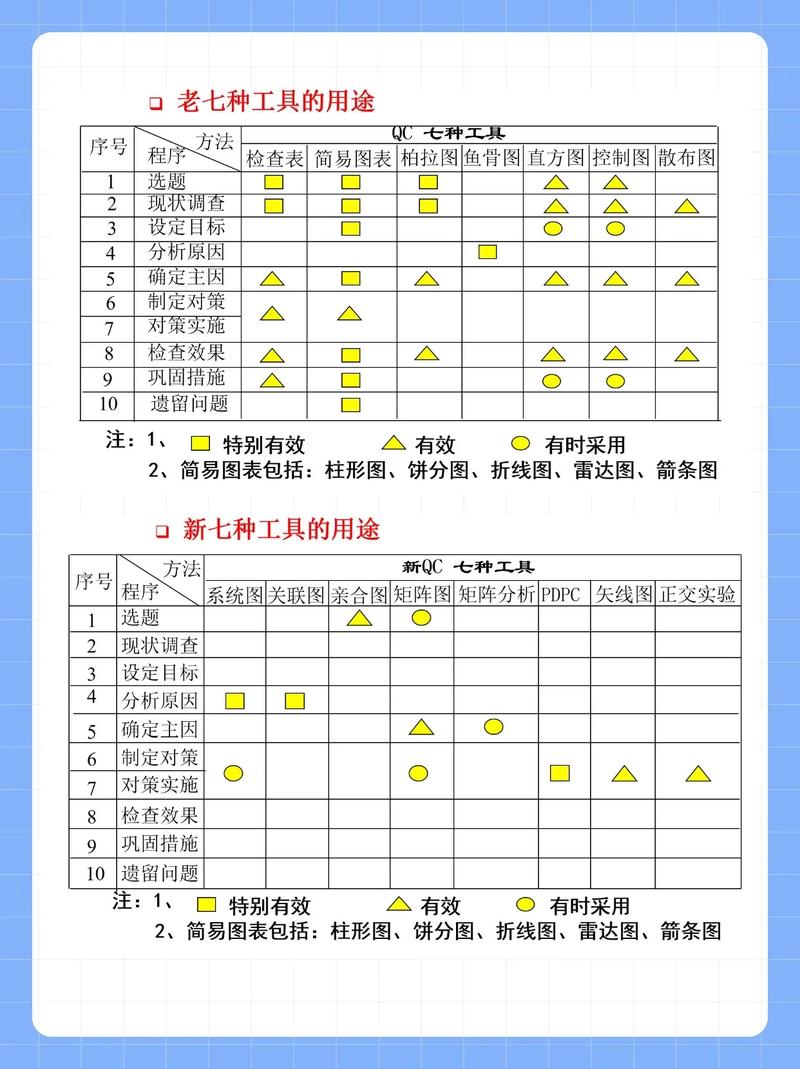
问:新七种工具出来了,老七大是不是过时了?
问: 我们公司开始推行六西格玛,要求学亲和图、关联图那“新QC七大手法”,原来查检表、柏拉图是不是该扔了?
答: 绝对别扔!新七大主要用在语言数据分析、计划阶段,比如矩阵图梳理指标关系,PDPC法做过程决策。但一句话——涉及现场过程波动,还是老七大的战场。 我亲眼见过一个智能工厂,用传感器采集了上千个参数,最终锁定关键因子还是靠柏拉图排出Top 3不良项,然后用特性要因图现场头脑风暴。你敢用亲和图去分析三坐标测量数据吗?那会把自己想死。
控制图在数字车间里的新活法
回到控制图的问题。不是控制图不行,是我们把“稳态假设”硬套在非稳态流程上。随着传感器每秒一次的数据涌入,如果还用传统X-bar R图,虚发报警会淹没真正异常——因为此时组内变异被过度压缩了。怎么办?
一些前沿实践(比如我们去年在新能源电池壳产线试的):
- 动态控制限: 将近期合格批数据喂入算法,每日自动更新UCL/LCL,而不是死守最初那25组。
- 多变量残差控制图: 不是监测尺寸,而是监测回归模型的预测残差——这背后就结合了散布图建立的回归关系。
- 控制图联动层别法: 系统一旦报警,立刻按机台、模具穴号分面控图,自动推送到对应工程师的移动端。这才是数字化的威力。
❗ 但是请注意:所有这些花活,都必须建立在你真正理解控制图原理的基础上。否则你会被可视化大屏骗得团团转。
问:QC七大手法里,哪一个最容易用错?
问: 我们公司质量部要求每个改善报告都要附上七大手法,结果班组为了交作业乱画,我该怎么纠正?
答: 这个问题太真实了。最常见的用错:一是柏拉图做成了柱状图加累积曲线,却忘了必须按重要性排序——你按时间顺序排,还叫柏拉图?二是直方图分组不当,明明数据量不够,硬画出一座美丽的小山,自己都信了。三是特性要因图画得像蜘蛛网,直接填了几个大骨就收工,小骨刺不追问到能采取措施的程度。我建议你抓住两个核心图谱狠砸:柏拉图抓重点,控制图看稳定,其他作为辅助。质量工具是为决策,不是为展览。
扔不掉的层别法,才是隐形的王
写了这么多,你会发现层别法像幽灵一样贯穿始终。它不是一张图,而是一种思维。所有QC手法,离开了恰当的分层,都会沦为数字游戏。上个月评审一家供应商,他们自豪地展示工序能力指数Cpk=1.67。我要求按设备分栋输出后,三台注塑机里有一台Cpk掉到0.8。对方质量主管的脸……唉。这就是没有层别思维的直接代价。
所以说,QC七大手法在智能时代不但没死,反而更需要人深度介入——去判断分层逻辑,去解读异常模式背后的物理意义,去把散布图上的一个离群点和某天夜里的温湿度记录关联起来。机器擅长“看见”,而人必须负责“看穿”。
下次如果有人再轻飘飘地说“QC七大手法就是画几张图”,你可以把这篇文章转给他——虽然我写得有点咆哮,但理儿是这么个理儿。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:质量控制(QC)七大手法:为什么你的控制图在智能工厂里突然就不好使了? https://www.dachanpin.com/a/tg/59750.html