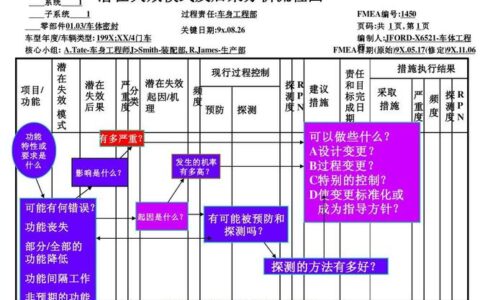
上个月,一家做精密轴承的客户打电话来,声音里透着疲惫和不解——他们的全自动检测线,同一批零件测了三次,数据竟然能差出半个公差带。负责质量的工程师反复校准仪器,换人操作,折腾了整整两天……还是不行。最后找到我,一查,问题压根不在校准上。而是忽略了测量系统分析(MSA)里一个最要命的陷阱。
这种事我见得太多了。说实话,很多人一听到MSA,脑子里立刻蹦出“GR&R”三个字母,然后填张表,算个%GR&R,低于10%万事大吉。如果大于30%,就抓耳挠腮,把原因全赖在量具精度上。这完全跑偏了。
MSA的第一块绊脚石:你以为的重复性,可能根本不是重复性
都说GR&R要评估重复性和再现性。但到底怎么才叫“重复”?我见过一家工厂的作业指导书,写着“取10个样品,3个检验员,每人测2次”。结果检验员A测完第一个样品,接着测第二个,一气呵成;检验员B呢,测一个零件,转身去喝杯咖啡,回来再测下一个。时间、环境温度、甚至零件放回去再拿出来的夹持方式都不一样。这测出来的变差,到底是仪器本身波动,还是操作过程的随机误差?谁也说不清。
真正的重复性条件,必须严格定义——同一个人,同一把量具,同一种装夹,环境温度波动极小,且连续完成测量。缺一条,数据就“脏”了。我这回就让他们把所有步骤固定下来:零件在恒温间放置2小时,用气动夹具自动定位,检验员一气呵成测完一轮。结果%GR&R从45%直接掉到22%。虽然还没到优秀线,但起码找对了方向。
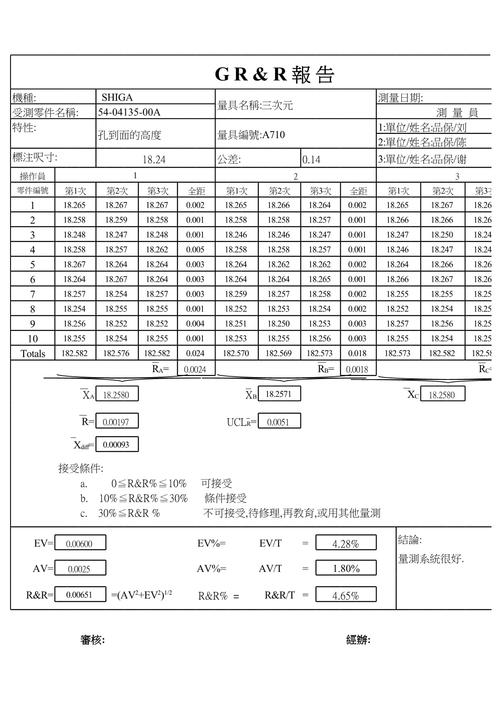
不过22%仍然偏高。下一步怎么办?很多人会急着换更高精度的量仪。我拦住了。先做变异源分析,对吧?把再现性拆开看——是不是人与人之间的差异太大?一查,三个检验员里有个新来的,手法偏重,压坏了测头的接触力。换了个人,%GR&R立刻降到12%。你看,问题的根源往往不是设备不够精,是人的因素没控制住。
破坏性试验的MSA噩梦:你测完就没了,还怎么重复?
聊完常规的,必须说说那个让人头痛的领域:破坏性测量。比如测焊点抗拉强度、测胶水固化后的剥离力——样品一上试验机就毁了,根本没有第二次测量的机会。经典的交叉式GR&R设计完全失效。那怎么办?难道不做了?当然不行。AIAG的手册里其实有明确指引,但很可惜,我走访过十几家主机厂的一级供应商,真正用对的不到三成。
最常见的错误是偷换概念:从同一批次里取两个“相同”零件,当作同一个零件的两次测量。这基于一个脆弱的假设——零件之间完全一致。可实际上,工艺波动会让零件间存在固有差异,你把这种差异揉进测量变差里,算出来的%GR&R大得离谱,根本分辨不出是测量系统不行,还是产品本身波动大。
正确方法是什么?嵌套设计(Nested GR&R)。思路很直接:假设每个样品是“独一无二”的,测量一次就报销。我们让多个检验员,从稳定过程中抽取多组样品,每组数量要够。然后通过方差分析,把批内差异(测量变差)从批间差异(过程变差)里剥离出来。关键一步是样品抽取必须代表整个过程长期变异,否则模型会低估实际变差。
问:嵌套GR&R怎么操作?有没有简化条件?
答:如果过程本就极稳定,Cpk大于2.0,且历史数据证明批次内差异可忽略,那可以临时用“替代样”法——选取精密配对的两件,假设它们相同。但必须由客户和你的质量总监共同签署偏差许可。千万别自己拍脑袋。我见过为此丢掉福特Q1认证的案例,代价太大了。
问:破坏性试验的测量系统,除了%GR&R还要看什么?
答:💡稳定性!因为无法重复,偏倚和线性的评估往往更依赖标准件。必须定期用已知参考值的高精度标准块(比如硬度块)来核查系统是否漂移。我建议每批生产前做一次标准块验证,数据点绘成控制图,漂移超限立即停线。这个简单动作救过我们一条轴承热处理产线——发现试验机温控探头老化,导致强度读数一天内下降了3%,差点放行整批不合格品。
实战中那些反直觉的真相

最后一个忠告:别迷信10%这个黄金标准。没错,AIAG手册说%GR&R<10%为可接受,10%~30%视情况,>30%不可接受。但这是基于过程总变差的比例。如果你的过程能力极高,过程变差本身就小,那测量系统稍微波动一点,%GR&R就猛涨。这时候盲目追求个位数比率,花几十万升级设备,完全是浪费。更明智的做法是看公差比(%P/T)——如果量具精度足以分辨公差带的十分之一,哪怕%GR&R有25%,也完全够用。
还有些情况,比如扭矩扳手,重复性天生就不好,因为人的操作差异根本消除不掉。与其死磕%GR&R,不如从盲试法、防错夹具、自动化记录下手,把再现性的影响框死。说到底,MSA不是数字游戏,是一场关于测量风险的决策。你得知道什么时候较真,什么时候睁只眼闭只眼——靠的是对工艺的深刻理解,不是一张Excel表格。
回看开头那家轴承厂,最后怎么解决的?根本没换设备。他们把装夹方式改为液压定心+扭矩监控,人员培训只强调“一次装到位、不调整”,%GR&R稳定在8%,一年省了三十多万预算。这就是MSA真正的价值:用最小的成本,买最大的测量信心。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):为什么你做的GR&R总是通不过? https://www.dachanpin.com/a/tg/59746.html