干了十五年探伤,我第一次觉得自己像个傻子。那天去一家给航空发动机做叶片的厂子调试设备,对方总工搬出一摞胶片,说这是上个月的底片,你帮我看看?我拿起一张,隐约觉得灰雾度不对劲,但说不上来。正在那儿眯着眼瞅,总工拍了拍旁边那个比巴掌还小的AI边缘计算盒子,说让它扫一遍。结果——二十秒。二十秒啊,把一百多张底片全部分类完毕,还把那张我犹豫的片子标红:疑似裂纹,深度0.2mm,建议复验。我后背直冒冷汗。💡
这不是科幻片。这就是当下无损检测(NDT)正在发生的静默革命。说实话,很多人一提到NDT,脑子里跳出来的还是戴着黑眼镜的老师傅,拿着磁粉探伤仪在焊缝上反复划拉,或者对着超声波仪器上扭来扭去的波形一脸凝重。没错,那确实是我们这个行业的根。但如果你以为NDT还停留在靠手感、靠眼神、靠经验的原始阶段,那真的该更新一下认知了。
去年有个做风电塔筒的客户,死活不信TOFD能替代RT。他们的逻辑很硬:拍片子看得见啊,你那个衍射时差法出来的图像跟鬼画符似的,谁敢签字?结果呢?在一次监造过程中,常规射线没发现层间未熔合,TOFD却抓了个正着。那批筒体要是在海上立起来,切向风荷载一加大,后果不堪设想。事后那个监理老师傅跟我喝酒,闷了一口说:“我这四十年经验,差点儿让一张底片给坑了。”
所以,别迷信经验。当然,也别迷信设备。这是另一个坑了。
✅ 数字射线DR——快是真快,但坑也真多
前几年DR平板刚出来的时候,很多人欢呼雀跃,说胶片时代终于结束了。不用洗片,不用暗室,甚至不用评片了,AI一键生成报告。听着很美对吧?实际用起来呢?我一哥们儿在特检院,引进了两套DR系统,结果头半年几乎天天在跟厂家吵架。为什么?因为平板成像的宽容度跟胶片完全不一样,常规的像质计灵敏度在DR上动不动就超标,稍微厚一点的工件,还要通过多帧叠加和降噪算法来凑。操作工不懂这些,拍完一看,黑度够了呀,就放过——其实信噪比根本达不到标准要求。❗
这里有个冷知识:ISO 17636-2虽然给了DR的补偿规则,但国内很多制造厂执行的还是老标准,导致检测双方在评定上扯皮不断。所以我现在给工厂做咨询,第一条就是:上DR可以,但先把你们的技术协议里关于图像质量的验收条款掰扯清楚,千万别只看系统分辨率,那个数据好看得离谱,真正干活要看归一化信噪比。

说到这儿,可能有人要问两嘴。好,我把平时被问烂了的问题直接扔出来。
问:我们厂主要做压力容器,一直用的都是常规射线,现在想换新技术,您到底推荐相控阵还是DR?
答:这得看你的缺陷类型和检测效率要求。如果主要是检测体积性缺陷(气孔、夹渣),DR数字化透视的效率极高,一天能拍上千张,而且评定一致性远高于人眼。但如果焊缝中容易出现危险性面状缺陷(裂纹、未熔合),那相控阵超声PAUT是更优选择——它能实现多角度扫查,对面状缺陷的检出率几乎碾压射线。我个人经验:最好两者组合,PAUT做初筛和焊层覆盖,DR做最终评定和存档。当然成本也上去了,但比起漏检的风险,那点投入算个屁。
问:AI评片真的靠谱吗?会不会漏掉关键缺陷?我总觉得机器没人稳当。
答:稳当?人啊,是最不稳当的。我统计过我们给某管道检测公司做的对比实验:同一批底片,五位持证三年的评片员,在不同时间段评,自身重复性只有86%左右,两人之间的一致率更惨,不到80%。而训练好的卷积神经网络模型,缺陷召回率稳定在98%以上,且几乎不受疲劳影响。当然,AI也会犯错,尤其是遇到罕见形态的伪缺陷,所以目前最稳妥的模式是“AI初筛+人工复核”,效率提升300%,错过率反而更低。别把AI当神,但也别把它当傻子,它是一面照妖镜,照出人类的不靠谱。
⚡ 相控阵超声:从“看波形”到“看图像”的跨越
超声波检测干了快一百年,最让人头疼的就是那根A扫描波形。当年我师傅教我的时候,整天就是“你听这个回波的声音,尖不尖锐?钝不钝?”完全玄学。现在相控阵直接给你生成扇形扫描图,缺陷长得跟剖面图似的,别说裂纹了,连未焊透的边界都清晰可辨。我第一次在屏幕上看到PAUT的实时成像时,那种震撼,就像从黑白电视直接跳到8K投影——原来我们以前全在摸索黑暗。✨

说个真实案例吧。去年某个海上石油平台导管架节点,设计要求全熔透,壁厚40mm,材质DH36。常规UT扫了一圈,判定合格。但业主觉得这个节点受力太复杂,追加了PAUT。结果在根部区域发现了一条15mm长的未熔合,沿着坡口斜着延伸,常规探头的声束角度根本覆盖不到那个位置。后来碳弧气刨刨开,缺陷真实存在,所有人都吓出一身冷汗。从那以后,那个项目组直接定了规矩:关键节点,必须上相控阵。❗
不过,PAUT的门槛也不低。设置延迟法则时需要精确计算声束偏转和聚焦,操作界面全是英文参数,很多老师傅一看到就怵。更别提炼制标准了,国内虽然出了NB/T 47013.15,但跟ASTM E2700的细节差异仍然会导致争议。我见过最离谱的一次,某厂用PAUT检测复合板的不贴合,因为没考虑界面波的相位反转,把贴合良好的区域判成了缺陷,差点报废一块价值百万的材料。所以,工具牛逼,用的人也得跟上。
💡 新兴技术:激光超声和太赫兹到底能不能落地?
每次开行业会,总有教授在上面画大饼:激光超声非接触,高温工件随便测;太赫兹成像能看穿陶瓷基复合材料,分辨率微米级。说实话,我早听麻了。但去年去一家碳纤维航空构件厂,亲眼见到他们在用激光超声检测热压罐出来的层板——真的不用耦合剂,探头隔着一米多远发射脉冲激光,在板子里激发出超声波,再用激光干涉仪接收反射信号。虽然扫描速度还很慢,一个平米要半小时,但检测分层和脱粘的灵敏度奇高。那一刻我才意识到,有些技术不是吹的好听,是真的在悄悄啃硬骨头。
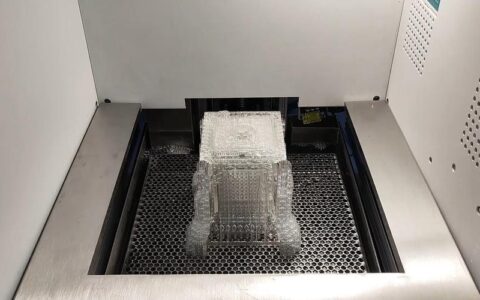
问:我们厂是做3D打印金属件的,形状很复杂,常规NDT不好使,有什么新招吗?
答:这个问得好。增材制造件由于内部通道、点阵结构,传统方法确实抓瞎。目前比较前沿的方案是工业CT搭配深度学习缺陷识别。CT能直接三维重建,把内部任意截面的结构看得清清楚楚,哪怕粉末残留都能揪出来。但CT效率低、成本高,不适合批量。现在有一种趋势是“过程监控”,就是在打印时通过高速红外摄像或者光学相干断层扫描实时监测熔池,一旦发现异常就在成型过程中报警,相当于把NDT前移了。不过这种在线监测系统与终检的标准对接还没搞定,暂时不能完全替代成品检验。我个人比较看好光学断层扫描,空间分辨率高,能捕捉到微米级的孔隙,说不定将来真能替代部分CT。
🛠️ 一个老探伤工的碎碎念:别被高大上迷了眼,基础方法才是饭碗
虽然我上面叨叨了半天新技术,但骨子里我是个保守派。无论多么牛逼的DR、PAUT、AI,最后的落脚点还是那几个经典物理原理。磁粉检测(MT)和渗透检测(PT)永远不会过时,因为它们检测表面开口缺陷的直接性和可靠性,至今没有任何方法能完全替代。我亲眼见过一个制氢炉管排,相控阵扫过没发现什么,最后是老师傅用着色渗透法在焊缝趾部刷出一条细微裂纹,这种裂纹开口紧贴表面,超声的声束打过去如同泥牛入海。还有涡流检测(ET),在换热器管束的快速筛查上依然是王者,一个探头推过去,几分钟搞定上百根管子,其他方法能比吗?
所以我的建议?新老结合,别走极端。正确的思路是:用传统方法覆盖常规检测,用新技术攻克特殊难题,用数字化手段统一管理数据。现在很多工厂已经完全无纸化了,检测报告直接在平板上签字,所有原始数据自动上传服务器,可追溯性远超纸质时代。这才是NDT最该追求的方向——不是技术堆砌,而是流程闭环。
啰啰嗦嗦说了这么多,其实就想强调一点:无损检测这个行当,看似在检测材料,实则是在博弈风险。你省下的每一分检测成本,都可能变成未来的安全事故押金。别等出了事才想起我们这些搞探伤的。咱们干的是良心活儿。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:NDT无损检测:当老师傅的锤子碰上AI,我才发现以前都白干了 https://www.dachanpin.com/a/tg/61724.html