开篇:一个让我惊出冷汗的快速成型件
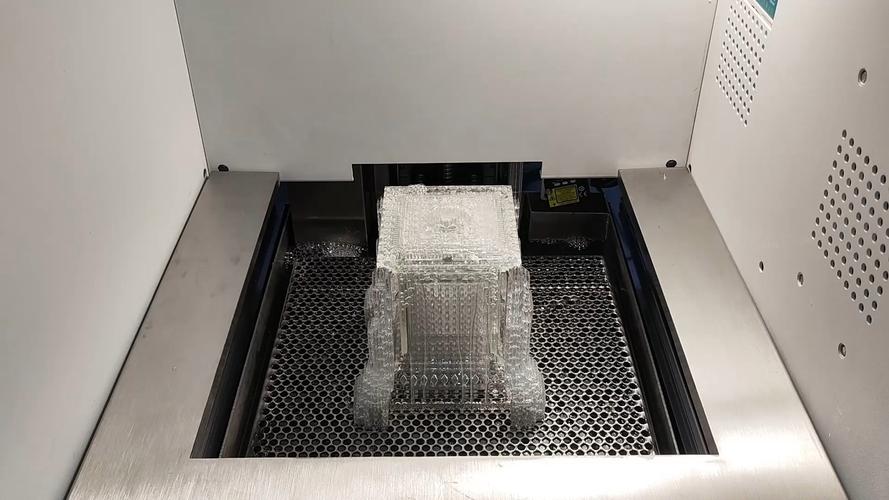
那天深夜,车间打电话说试模的件裂了。我心里咯噔一下。那是用 SLA 打出来的透明件,客户下周就要看装配效果。光敏树脂这东西,看着漂亮,脆得跟玻璃似的。一上螺丝,咔嚓——白忙活一礼拜。
说实话,这行干久了,什么坑都踩过。快速成型(Rapid Prototyping)听起来高大上,但真不是万能药。前些年 3D 打印火得一塌糊涂,老板被销售忽悠,非要上设备,结果呢?吃灰半年。这行情,谁用谁知道。
不过话说回来,你要是用对了地方,它又能帮你省下几十万的模具费。所以,今天不聊虚的,就掰扯掰扯快速成型在实际制造中到底该怎么玩。
一、快速成型≠3D打印,别被概念绕进去
很多人张口就是“3D打印”,好像这词儿特高级。其实在工业圈,我们更喜欢叫“快速成型”或者“快速原型制造”。它涵盖的技术多了去了:SLA、SLS、FDM、PolyJet、CNC 手板加工、硅胶复模……增材制造是主流,但减材的 CNC 一样能干快速成型的事儿,单件打样快得很。
当初我们接了个汽车空调壳体的项目,工期紧得离谱。模具来不及开,直接用 SLS 尼龙烧结了几套功能样件,装上跑耐久测试。那层纹问题呢?后处理打磨喷漆,看起来跟注塑件没啥两样。客户愣是没看出来!——当然,强度还是差一档,但验证装配和气流完全足够。
问:快速成型和传统 CNC 手板到底哪个好?
答:没绝对。复杂内腔、异形流道,肯定 3D 打印有优势;但如果只是简单的方块板子,CNC 精度高、材料选择广,还更便宜。我们通常混着用。关键看你的需求:是看外观?测结构?还是做小批量?快速模具这时候就能派上用场,用 3D 打印母模翻个硅胶模,复制几十个完全没问题。
二、选材和工艺:那些年我交过的学费
记得有一回,市场部非要给客户做个透明的手板,说要看清内部水流。我推荐用 PolyJet,但嫌贵,最后选了便宜的光敏树脂。结果透明度不行,黄得像块老肥皂。客户当场脸就黑了。你说这事儿能怪谁?工艺没选对,材料没整明白。
快速成型行业最烦的就是“价格内卷”。网上报个价,N 家供应商抢,价是低了,但没人告诉你 SLA 件会吸潮变形、尼龙件放着放着就吸水。等出问题了,扯皮吧。所以我现在选供应商,便宜不是首要,靠谱才是。❗

问:我们做工业机械臂末端抓手,需要耐高温耐磨,快速成型能行吗?
答:当然可以,但要挑工艺。我做过一个抓手,用 PEKK 材料 FDM 打印,耐 200°C,强度堪比铝合金。后来也试过金属 SLM 打钛合金,成本高但性能炸裂。不过前期设计得考虑支撑去除和后处理,不然打出来一堆支撑拆到哭。
还有,千万别忽略后处理。你以为打印完就完事了?打磨、喷砂、染色、化学抛光、热处理……这些工序直接影响最终精度和性能。我们车间有个师傅,专门负责后处理,十年手艺,被他救回来的次品不计其数。💡
三、快速成型的未来,不只是打样
现在很多厂已经开始用快速成型做终端零件了,不是只打样。航空航天里 nTopology 软件设计的一体化复杂结构,减重又强化,传统工艺根本造不出来。小批量生产需求越来越多,特别是医疗定制植入物、赛车零部件。你想想,注塑模具开不起,3D 打印 100 个件成本摊下来比模具便宜多了。
不过,别盲目跟风。去年有个朋友开工厂,听人忽悠上了大型金属打印设备,以为能接大单。结果业务没跑通,设备折旧加人工,半年亏了几十万。这行水很深,没有订单撑着的快速成型投资,就是烧钱。
但公平讲,快速成型确实改变了研发节奏。以前一个项目从设计到试模,周期按月算;现在迭代个样件,几天就出来。逼得传统模具厂都得转型,你不做快速成型服务,客户就跑了。😓
问:小厂想引入快速成型,怎么起步最划算?
答:如果量不大,先别买设备。找靠谱的服务商外包,市面上像未来工场、速加网这种,上传图档第二天就能收到件。等你们单量稳定,再考虑上机器不迟。初期建议从 FDM 或 SLA 入手,投入小,技术门槛低。切记!机器是死的,人才是关键。没个懂行的操作员,再好的设备也白瞎。
结尾:技术是死的,人是活的
绕了一大圈,其实快速成型说到底就是个工具。用好了,它是加速产品上市的利器;用不好,它就是个昂贵的摆设。这些年踩的坑、交的学费,让我越来越体会到一个道理——尊重手艺,尊重经验。别指望买台机器就能解决所有问题。工业制造没有捷径,只有不断试错,以及……运气。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速成型:一位老工程师眼中的光环与陷阱 https://www.dachanpin.com/a/tg/61729.html