干过等离子切割的,谁没跟割渣较过劲?——那种熔渣像鼻涕一样粘在钢板背面,你得拿锤子咣咣敲,要不就得用角磨机吭哧吭哧磨,烦死。更别提割缝偏斜,上大下小,跟梯形似的,老板一看就皱眉:这活儿能交差?
我师父当年教我,说等离子切割这东西,简单也简单——一束高热电弧把金属干穿,气体一吹,渣就跑了。复杂也复杂——如果你以为买了台几十万的数控等离子床子,就能闭眼出好活,那真是想多了。
原理不过一句话,可问题全在细节里
等离子弧的温度轻松上万度,钢板看着厚,其实就是被秒穿。但电弧不是激光,它是个锥形——出来就带点发散角。所以切出来那个断面,理论上就该有点斜。国标允许的垂直度偏差,根据板厚不同,一般0.5°到3°都算合格。可如果你突然切出来一边斜得厉害,另一边还行,别怀疑床子精度,先看看易损件——尤其是喷嘴和电极。

喷嘴孔一旦不圆了,气流就偏,电弧也跟着偏。你说那能不斜吗?电极烧蚀得坑坑洼洼,电弧的「根」就不稳,割缝宽窄不一,挂渣也跟着闹心。我见过有哥们,电极用到都秃噜皮了还舍不得换——结果割出来的板子,背面渣结成硬块,跟钟乳石似的,费那劲清理,还不如早点换易损件划算。
气体选不对,一切都白费
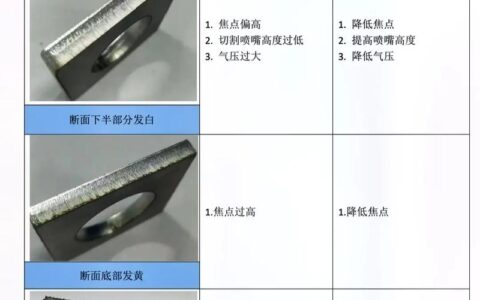
等离子切割用什么气体?根据材质和板厚,讲究大了。碳钢普遍用空气或者氧气,空气便宜,但切面容易发蓝、渗氮,后续焊接可能出气孔。用氧气的话,切面光亮,可成本高,而且氧气对割炬里的密封件要求苛刻,稍微有点漏——你懂的,危险。
不锈钢和铝?得用氮气或者氩氢混合气。氮气切不锈钢,断面金黄,很漂亮,但有时会带点细微毛刺;氩氢混合切出来跟激光似的,贼亮,不过一瓶气三千块,你得掂量着用。我前阵子帮一个朋友调试不锈钢切割,他图省事一直用压缩空气,结果割缝边缘严重氧化,焊都没法焊,最后全部返工。教训深刻。
一个小提醒:气路里的水分和油分是隐形杀手。空气压缩机出来的气,不干燥不过滤,喷嘴寿命能直接减半。你花大价钱买的精细等离子电源,电极烧蚀得特别快,十有八九是气太脏。加个冷干机和精密过滤器,几千块钱,但能省下不少易损件费用。
参数调试:别硬抄说明书
我见过很多人调试新活,抱着设备手册不放:电流必须210A,速度必须2.8米/分钟,弧压必须130V……结果切出来一塌糊涂。为什么?因为手册给的是实验室条件下的参考值,你实际的板材牌号、厚度公差、气体纯度、甚至环境温度,全都有影响。死搬硬套准没好果子吃。

我的经验是:从低电流开始往上试。比如切12mm碳钢,手册推荐200A,你大可降到180A,然后匹配速度,看切割面的纹路。理想的纹路是细密的轻微拖曳线,向后偏斜5到15度。如果纹路垂直甚至往前倒,说明速度慢了,热量堆积,板材可能变形,割缝又宽,背面挂渣多。如果纹路角度太大,像是被拼命往后扯,那速度就太快了,可能会切不透或者断弧。
说到弧压,它是控制割炬高度的关键。弧压高了,割炬就往上抬,电弧拉长,割缝变宽,垂直度就难保。弧压低了,喷嘴容易蹭板,甚至烧毁。很多老师傅教徒弟,会让他们耳朵听——切割时那个声音,「嘶嘶」声稳定就对了,如果是「噗噗」或者噼里啪啦像放炮,那就有问题。虽然现在都是自动调高,但耳朵的反应比传感器还快。
穿孔——最易出错的头一关

厚板穿孔,特别容易烧坏喷嘴。因为穿孔瞬间,金属熔池向上飞溅,喷嘴就在正上方,不保护好的话,一次穿孔就能让新喷嘴报废。怎么办呢?要么用引弧穿孔,从边缘开始切;要么用渐进式穿孔——割炬先以一个高度起弧,然后一边下降一边旋转,把熔渣吹开。很多系统里有这个工艺,叫「摆动穿孔」或「飞溅保护」。绝对别傻乎乎地直接在板上定高穿孔,那是土豪玩法。
问:为什么我开始穿孔时,火花四溅,还经常断弧?答:八成是穿孔高度设置不对,或者没有使用穿孔保护功能。检查一下,穿孔时间给得够不够,穿孔高度是不是离板面太近。如果板材表面有锈或氧化皮,也会导致引弧困难,建议先打磨一下起弧点。
问:怎么判断切割速度是否合适?答:除了看割纹角度,还可以观察切割中喷出的火花流。火花流应该直直地向下,或者略微向后。如果火花向切割方向的反向喷射,说明速度太慢了;如果火花几乎不喷出,或者钢板下面没有火花,可能已经切不透。另外,切完敲一下,如果渣很容易脱落成薄片,速度就差不多对;要是渣牢牢焊在背面,就得调参数了。
我遇到过最坑的情况:明明所有参数看着都对,但就是挂渣。最后发现是地线没夹好,工件接地不良,电弧不稳。那是个极其简单的疏忽,却浪费了半天时间。所以,别光盯着机器面板,这些基础检查,有时候才是关键。
等离子切割技术这些年进步很快,从普通等离子到精细等离子,再到现在的数控精细等离子,切割精度已经逼近激光下料的水平,而成本只有激光的几分之一。但对操作者的要求也更高了。你得懂电、懂气、懂金属,还得会「感觉」——感觉那电弧的状态,感觉那拖拽的力道。
说实话,我挺怀念当年用手把等离子跟着靠模划线切割的日子,那是一种人机合一的奇妙体验。现在都是自动编程,一键启动,可出了问题,还得靠人的经验去诊断。机器不会告诉你,是电极稍微有点偏心了,还是气体流量比设定值低了10升——它只知道报个警,或者干脆切不好。
所以啊,等离子切割,说到底是个细致活。别瞧不起它,也别怕它。多观察,多记录,每换一套易损件、每调一次参数,把效果记下来,慢慢你就能摸透它的脾气。等到你能凭切割声判断出参数好坏的时候,那种成就感,啧啧,比什么都爽。
最后啰嗦一句:安全永远第一。护目镜、手套、防护服,别嫌麻烦。等离子弧的强光和紫外线不是闹着玩的,皮肤会脱皮,眼睛会得电光性眼炎。还有烟尘,一定要有抽风除尘,金属烟尘吸多了,不是开玩笑的。
割得漂亮,还割得安全,这才是真的牛。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:别再被割渣折磨——等离子切割实用经验谈 https://www.dachanpin.com/a/tg/61839.html