我曾经问过一家工厂的厂长:“你们OEE多少?” 他挺着胸脯说:“85%!世界级水平!” 但我绕着车间走了一圈,看到设备走走停停,地上堆着不少返工件,换模具花了快一个钟头。85%?你信吗? 反正我不信。
后来发现,他们把计划停机全刨掉了,小停机根本不算,废品只记大的,返工不计入损失。 这哪是OEE,这是文字游戏。 现在很多企业都把OEE玩坏了——变成一张漂亮的报表,骗老板,骗自己。 可设备不会骗人,订单交不出来的时候,所有数字都是耳光。
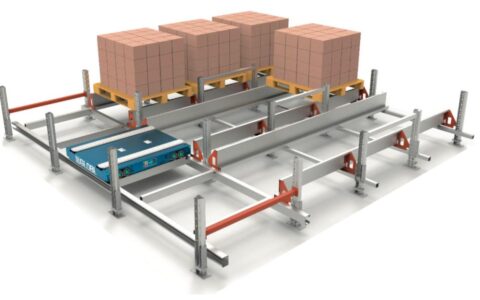
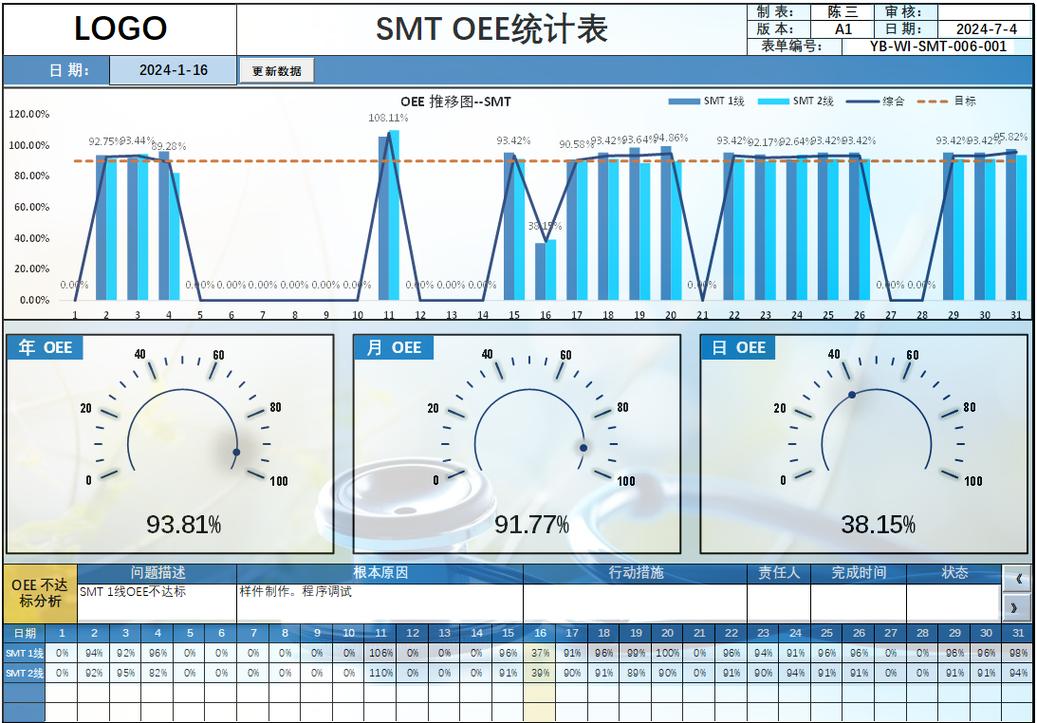
 工厂车间设备运行状态监控大屏
工厂车间设备运行状态监控大屏
你的OEE数字在撒谎
采集数据全靠操作工手工填。 哥们儿,操作工又不是傻子,他填得越高,你越不找他麻烦。 于是小停机变成“设备正常待料”,换型时间写成“计划保养”,废品直接丢进废料箱不记录。 更离谱的,有的厂把OEE和奖金挂钩,那数据就拼命地往上飙。 飙到95%都有——可盈利能力越来越差。
我见过最夸张的一个案例:OEE报表显示92%,但实际有效产出只有理论值的60%。 为什么? 因为性能效率用了个假的“标准节拍”。 原本设计节拍30秒,他们硬给改成45秒,说是“老化”。 结果设备慢悠悠生产,OEE还特好看。 这不就是自己逗自己玩么。
问:我们OEE报表一直显示在80%以上,但为什么订单还是交不了,利润率还在降?
答:因为你很可能把三个指标孤立地看。 打个比方:你的可用性90%,性能95%,质量99%,乘起来OEE=84.6%,对吧? 但实际这三者会互相影响。 设备频繁小停机(性能损失),你为了赶产量就加快节拍,导致质量波动,废品增多;或者换型时间太长,你就不愿频繁切换,只能合并工单,造成在制品堆积,交付周期拉长。 OEE高不代表整体系统效率高。 更可能的是,你只是把所有损失都藏到了数据背后。 真正该看的,是OEE损失树,把时间损失、速度损失、质量损失一层层剥开。
可用性、性能、质量——这三座大山
算OEE,小学算术:可用性×性能×质量。 但这个乘法背后,全是坑。
可用性:你以为是(加载时间-停机时间)/加载时间? 加载时间你怎么定的? 24小时? 20小时? 很多厂为了把数做高,直接把计划停机时间从分母里删了——比如午休、班前会、计划保养。 但那些真的是“计划内”的吗? 你明明可以趁午休换型,结果换型时间算成停机? 糊涂账。 还有故障维修时间,从报修到维修工到场,等了半小时,这算停机吗? 算! 但很多系统不记这个。
性能:实际产出/理论产出(按实际运行时间)。 理论节拍是什么? 设备铭牌上的? 你信那个? 很多设备一磨合,理想节拍根本达不到。 加上产品换了,模具老了,节拍自然变慢。 如果标准节拍不更新,性能效率就是摆设。 另外,微小停机(5分钟以下)往往不被算作停机,导致性能损失被严重低估。 其实这些小停机蚕食起效率来吓死人,一次卡料十来秒,一天几百次,加起来几个小时没了。
质量:良品数/总生产数。 可返工品算良品吗? 不算。 但很多厂返工后入库,根本没记录。 更隐蔽的,是在线不良还没统计进去就被操作工修掉了。 这些隐形质量损失,把你的质量率托上了天,但实际成本全都酿成了库存和人工。
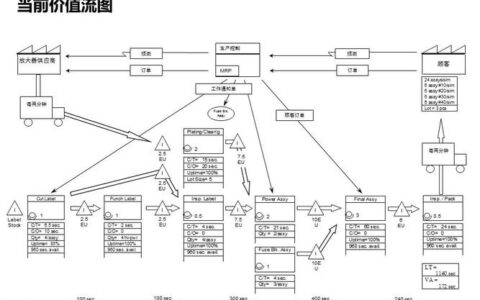
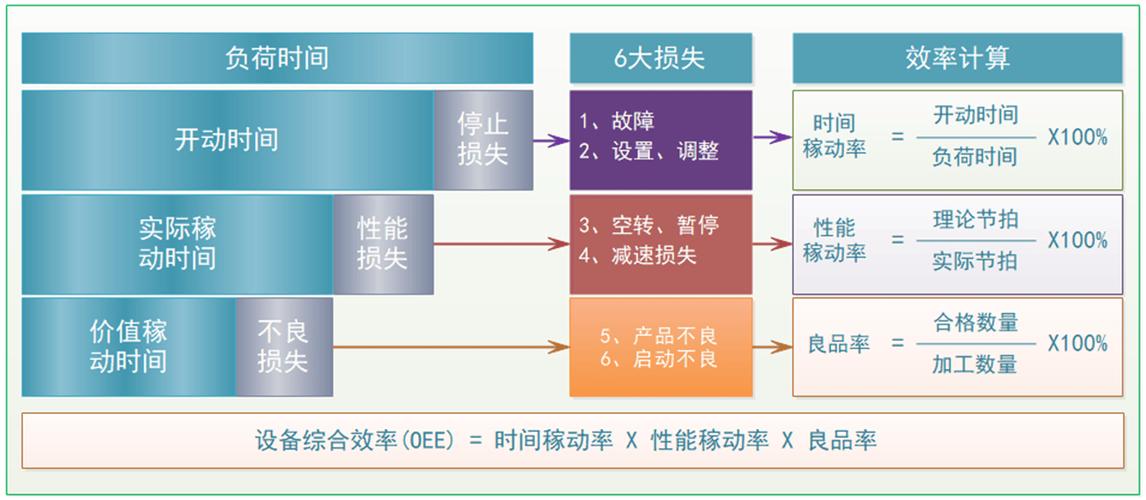 设备综合效率OEE三大构成要素损失树分析图
设备综合效率OEE三大构成要素损失树分析图
算准OEE,从停止“美化数据”开始
 算准OEE,从停止“美化数据”开始
算准OEE,从停止“美化数据”开始
想拿到真实的OEE,有两条路:要么上自动化采集,要么用铁腕稽核。 我更推荐前者——因为人总是会作弊,不自觉的那种。
IoT传感器、PLC直连、MES联动,能把设备状态、产量、废品自动抓上来。 微小停机也漏不掉。 有些系统甚至能自动区分故障、待料、换型、质量停机,因为电流波形不一样。 真心觉得,数字化转型在OEE这块是最立竿见影的。 但有钱上系统的终究是少数。 大部分中小企业还是手工。 那怎么办?
问:我们刚开始导OEE,没有自动化系统,只有纸笔和Excel,怎么才能保证数据不太离谱?
答:首先,定义必须细得令人发指。 什么是停机? 超过1分钟就算? 待料算不算? 换模具从拆最后一件合格品到产出第一件合格品,全流程掐表。 第二,要有人现场稽核,每天随机挑两个时段,盯着看,和记录对比。 第三,OEE数据一定要和目视化看板结合,每天开晨会就当众念,让数据透明。 操作工也是要面子的,连续垫底脸上挂不住,慢慢就变好了。 但说实话,这个过程非常痛苦,靠人的自觉,基本走不远。 最终还得上系统。
提升OEE的杀手锏,不是修设备更快
 提升OEE的杀手锏,不是修设备更快
提升OEE的杀手锏,不是修设备更快
很多老板一听说OEE低,立马想到:招几个维修高手! 大错特错。 维修速度再快,也只是事后灭火。 真正拉开OEE差距的,是
预防哲学和
快换技术。
我见过一家做连接器的厂,冲压环节OEE长年在60%徘徊。 他们花了大力气搞预防维护,点检、润滑、定期更换易损件,故障是少了,但换型时间奇高,平均一个半小时。 产品种类又多,一天换三四次,时间全浪费在调整模具上了。 后来狠下心推SMED——区分内外部时间,把能在线外做的全挪出去,模具标准化,夹紧方式改成液压快夹。 结果换型降到18分钟! OEE直接跳到78%。 就这一步,没花什么大钱买设备。 关键是,老板舍不舍得让停机时间去做改善。 很多老板嘴上说改善重要,一看到停机就肉疼,赶着开机,永远在救火循环里。
再说一个反直觉的:有时要故意
降低性能效率来提高整体OEE。 比如你为了追求速度,把设备开得飞快,结果冲头老断,废品一堆,频繁停机换冲头,算下来总有效产出反而低。 不如稳一点,找到质量和速度的平衡点,OEE反而上去。 这叫全局优化。
问:我们OEE始终在40-50%,感觉哪个方面都有问题,该从哪里下手?
答:先画OEE损失瀑布图。 把总历时间一层层剥:总时间减去无计划(停产、休息)得加载时间,再减去计划停机得运行时间,再减去非计划停机(故障、待料等)得净运行时间,再减去速度损失得有效运行时间,再减去废品损失得有效产出时间。 看哪块丢得最多。 通常性能损失是最大的黑洞。 然后上快赢措施:比如清理瓶颈工位的5S,制定点检表,减少换型等待。 切忌全面铺开,一次只攻一个点,见效果再扩大。 OEE改善是个慢功夫,但方向对了,每周涨1%,一年不得了。
说到底,OEE是面照妖镜。 照的不是设备,是管理。 数据假,是因为人怕担责; 可用性低,是因为计划混乱、备件缺失; 性能低,是因为工艺不标准、鼓励野蛮操作; 质量低,是因为过程控制形同虚设。 所有设备的问题,最后都是人的问题。 所以,别再把OEE玩成数字游戏了。 把它当管理的仪表盘,如实反映,持续改善。 这条路很难,但值。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:设备综合效率(OEE):别再被“世界级”的85%忽悠了 https://www.dachanpin.com/a/tg/55068.html