👉 从AOI到AI:检测范式的彻底转变
过去我们做自动光学检测(AOI),说白了就是模板匹配。标准件拍张照,待测件拍张照,软件比像素差。这种方式笨重得要命——稍微有点光照变化,或者零件位置偏移几个像素,误报就洪水一样涌来。我2015年在东莞一家连接器厂调试,AOI机台一天报警上千次,操作员麻木到看都不看直接点Pass,跟没装一样。 但现在引入CV,特别是基于卷积神经网络(CNN)的模型,情况完全不同了。它学会了“特征”,而不是死记像素。划痕、毛刺、凹坑这些缺陷,哪怕形态千变万化,模型也能抓住特征本质。记得有个做汽车活塞的客户,用YOLOv7训练了一个表面缺陷检测模型,上线头一个月就把客户投诉率压低了70%。他跟我说:“老张,这玩意儿真tm聪明。” 我懂。那种惊喜,就像第一次用智能手机。 不过话说回来,落地可没那么简单。数据就是第一道坎。工业缺陷本来就是小概率事件,你上哪儿找那么多不良品照片?用人工制造缺陷?合成的数据往往和真实分布有偏差。我们团队试过用GAN生成缺陷样本,结果模型在产线上把油渍当划痕,闹笑话。所以现在很多工厂还是得积累现场数据,这事儿急不来。 💡 小贴士:如果你的产线刚开始上CV,别忘了先建立缺陷分类标准,带着品质老师傅一起标注,他们的经验比任何算法都值钱。
🧠 算法很性感,落地很骨感:算力与实时性的博弈
讲完算法,咱们聊聊硬的。工业现场可不是实验室摆着3090显卡随便跑。很多工控机还是无风扇设计,塞个嵌入式GPU都烫手。我去年帮一家食品包装厂做字符识别(OCR),产线速度每秒钟6包,留给检测的时间不到150毫秒。用轻量级模型MobileNet-SSD,勉强跑到了25fps,但识别率不太稳,偶尔把“B”认成“8”。后来换成专门优化过的PaddleOCR,加上TensorRT部署,终于稳定在99.3%以上。那段时间,我头发掉得……算了不说了。 ⚠️ 算力瓶颈是很多项目的隐形杀手。千万不要轻信论文里的FPS数字,那个跟实际部署环境、输入分辨率、预处理都有关。有条件的话,最好在产线旁的工控机上实测。 问:我们厂做五金件,产品换线频繁,每次都要重新训练模型吗? 答:看情况。如果新老产品差异不大,比如只是尺寸变化,但纹理、光照环境类似,可以用迁移学习,拿旧模型权重初始化,用少量新样本微调(fine-tune),几百张图可能就够了。但如果材质都变了,比如从钢件换成铝件,表面反光特性完全不同,那最好从头训练。另外,还有一些无监督的异常检测方法,比如PaDiM、PatchCore,只学良品分布,理论上换产品时只需要换良品图库,但实际应用还在早期,对复杂纹理容易失效。我建议先尝试小样本迁移,不行再上全量训练。 问:我们产线环境恶劣,粉尘多,相机镜头几天就脏了,CV系统会不会崩? 答:镜头污染确实是大问题,会导致图像模糊或出现伪影,传统算法可能直接误报飙升。现在有些前沿方案是把污染检测也纳入模型,让网络学会区分真缺陷和镜头脏污。还有个更实际的办法,硬件上加装气流吹扫或自动清洁装置。如果预算有限,至少做到定期人工擦拭,同时在软件里设置图像质量评估模块——比如计算拉普拉斯方差判断清晰度,低于阈值直接报警停机,别让脏镜头蒙混过关。📈 从单点检测到全域智控:CV在数字孪生中的位置
很多人觉得CV就是个高级摄像头,替换人眼检查。狭隘了。这两年我越来越觉得,CV的真正价值在于为数字孪生提供实时、准确的结构化数据。比如在汽车焊装车间,CV系统不仅能检测焊点缺陷,还能通过3D视觉引导机器人自适应焊接。每个焊点的坐标、熔深、飞溅量被实时记录,回传至MES系统,形成一台车的完整“焊接DNA”。后续如果有质量投诉,追溯数据一目了然。这比事后抽检强大太多。 还有个案例:某风电叶片制造厂,用无人机搭载CV系统检测叶片表面裂纹。无人机飞一遍,几分钟就出报告,代替工人高空作业。图像通过5G回传到云端AI平台,模型自动分级:紧急裂纹立刻通知维修,微裂纹纳入长期跟踪档案。他们CTO跟我说,现在叶片出厂质量信得过,因为每一寸都看过了。以前靠人抽检,总怕漏检,睡不踏实。 当然,这里面数据流打通是难点。IT和OT的鸿沟太深了。搞CV的团队往往不懂PLC协议,车间工程师又觉得AI是个黑盒子。我见过一个项目,算法都跑通了,卡在数据接口上三个月,最后让机器人抓取动作延迟了0.5秒,导致整线节拍不达标。教训惨痛。所以现在我再做方案,一定会拉上自动化工程师和IT一起坐聊,先把数据流图画清楚,再谈算法。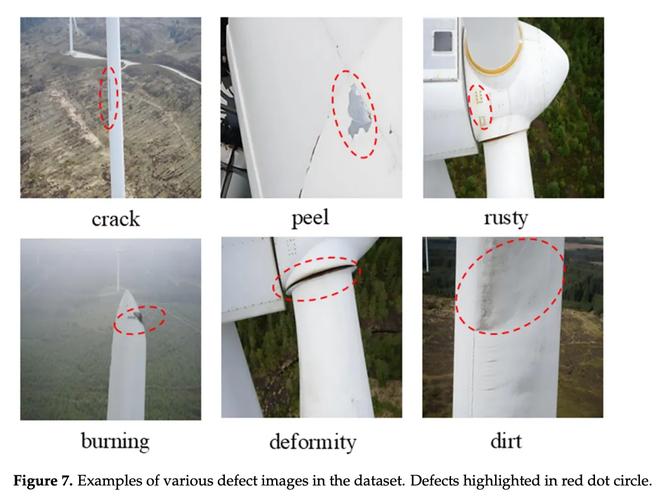
🚀 未来几年,可能颠覆认知的几个趋势
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:当机器学会“看”:计算机视觉(CV)在工业检测中的实践与迷思 https://www.dachanpin.com/a/tg/55209.html



