上周去一家汽配厂,车间主任老张愁眉苦脸——一台进口磨床主轴“嗡嗡”响,振动值超标。请来的工程师测了半天,又是频谱分析又是对中,愣是没找出根源。我绕着设备走了两圈,拿个螺丝刀顶在轴承座上听了听,告诉他:保持架碎了。拆开一看,果然。
老张瞪大眼睛:“你咋听出来的?”咳,这玩意儿,说破了简单,但没十年油污里打滚的功夫,还真抓不住那个转瞬即逝的声纹。说实话,故障诊断这行当,仪器再先进,有时不如一双经验丰富的耳朵。
声音里的故障密码
别小看“听”这个动作。设备在正常运转时,各部件发出的声音是和谐的——就像交响乐团,各司其职。一旦某个音符跑调,那准是出毛病了。但问题在于,多数人只能听到“噪音变大”,而有经验的人能分辨出这噪音是来自轴承、齿轮还是电机绕组。
比如,滚动轴承如果发出连续的“嘶嘶”声,多半是润滑不足;若出现间歇性的“咔嗒”声,有异物或滚道剥落;若是沉闷的“隆隆”声,磨损已经比较严重了。齿轮呢?啮合不良会有“咯咯”的节奏性敲击,齿面点蚀则是高频的“嘘嘘”声——有点像高压锅放气。这些年我用听诊器(其实更爱用长柄螺丝刀)捕捉到的最妖孽的声音,是一台德国注塑机螺杆发出的低频呻吟,最后发现是止推轴承的保持架被聚碳酸酯粉末填满了。厂家都惊了,直说没遇到过。
❗不过,听音诊断有个致命陷阱:声音会通过结构传导。你听到的故障点可能离音源一米远。必须多点位比对,摸清振动传导路径。我吃过亏,有一次把油泵轴承的异响误判为主轴问题,白拆了半台设备。
实战QA:关于听诊的常见疑问
问:听声音诊断故障,一定要用专业听诊器吗?
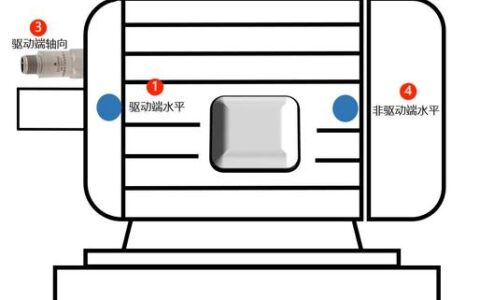
答:还真不一定。我用得最多的就是一把长柄螺丝刀,金属杆能清晰传导振动,比电子听诊器还直观。当然,如果需要量化分析,那就得请振动分析仪出场了。但快速排查的时候,螺丝刀简直是神器。关键是要接触在载荷最直接的位置,比如轴承座端盖,而不是设备外壳。另外要当心,千万别让旋转件卷到衣服或头发,安全第一。
问:听出异常后,怎么进一步确认故障类型和严重程度?
答:这就需要结合其他感官了。摸温度,看铁屑,闻焦味——所谓“看闻问切”。比如听到轴承“碎豆子”声,立刻用手背碰触轴承座外壳(注意温度,避免烫伤),如果温升异常,必须马上停机。反之,温升不明显,还可以撑到下个周末检修。振动烈度值可供参考,但我更信自己的触觉。有时候振动仪读数还在允许范围,轴承内部已经明显手感“麻”了,那是滚道磨损的初期信号。对了,还可以用频闪仪观察旋转件的视觉定格,发现不对中的迹象。💡
问:怎么区分是轴承坏了还是齿轮坏了?声音上有什么标志?
答:好问题。负载变化时,齿轮异响的音调会随转速变化明显,而轴承往往在某个特定转速共振。还有个笨办法:踩离合器或脱开负载,如果声音消失,大概率是齿轮或键连接的问题;如果依然存在,偏向轴承或轴弯曲。齿轮故障常有精确的啮合频率,你可以用手持振动计测出啮合频率,看看是否与齿数匹配。轴承故障频率则是非整数倍转频,常见的有内圈特征频率、外圈特征频率等,我一般心里默算:外圈频率≈0.4×转速×滚子数。当然,现场判断往往就那么一耳朵的事儿,哈哈。
从经验到体系:现代化故障诊断的融合
别看我说得玄乎,单靠耳朵肯定不行。现在的工厂越来越依赖状态监测系统,在线振动传感器、油液分析、红外热像……数据多到眼花。但数据越多,越需要人的判断。我见过一个可笑案例:某智能工厂的预警系统报警说电机轴承故障,维修队换了轴承,几天后又报警,再换,还报。后来拆下来一看,其实是联轴器不对中,导致轴承假性损伤信号。算法只会盯着特征频率,不懂因果关系。这时候就需要老家伙蹲下来听听,看看基础是否松动。所以,故障诊断的最高境界,是人的经验和传感器数据互相印证。
记得有一次,一台离心压缩机喘振边界裕度不足,控制室里的专家盯着DCS曲线争论不休,我跑去现场,隔着管道听到气流“扑哧扑哧”的断续声,马上判断是入口导叶执行机构卡滞。不是叶片本身问题,是定位器反馈杆松了。这种软故障,数据很难捕捉。

(这张图显示我常用的听诊手法,注意安全站位和接触点)
建立你的“故障声纹库”
年轻人常问我,咋练听力?没有捷径,就是多听、多记、多比对。但可以有方法:准备一个好点的录音笔(或者手机录音功能),定期录下关键设备的正常声音,标注工况条件。当出现异常时,录下来对比。久而久之,大脑会形成一套声纹模式库。比如,我脑子里现在能调出至少二十种轴承失效的声音——电蚀产生的凹坑是一种细细的蜂鸣,疲劳剥落是断续的脆响,磨损是浑浊的背景噪音……甚至听声音能猜出润滑脂是不是加得太满了,因为会发闷。
还有些小众技巧:用医用听诊器改装的探头,可以精准定位液压阀内部的冲击声;用塑料管一端抵在齿轮箱上,另一端靠近耳朵,能滤除环境低频干扰,专门听高频缺陷信号。反正,故障诊断这活儿,教条没用,就得折腾。
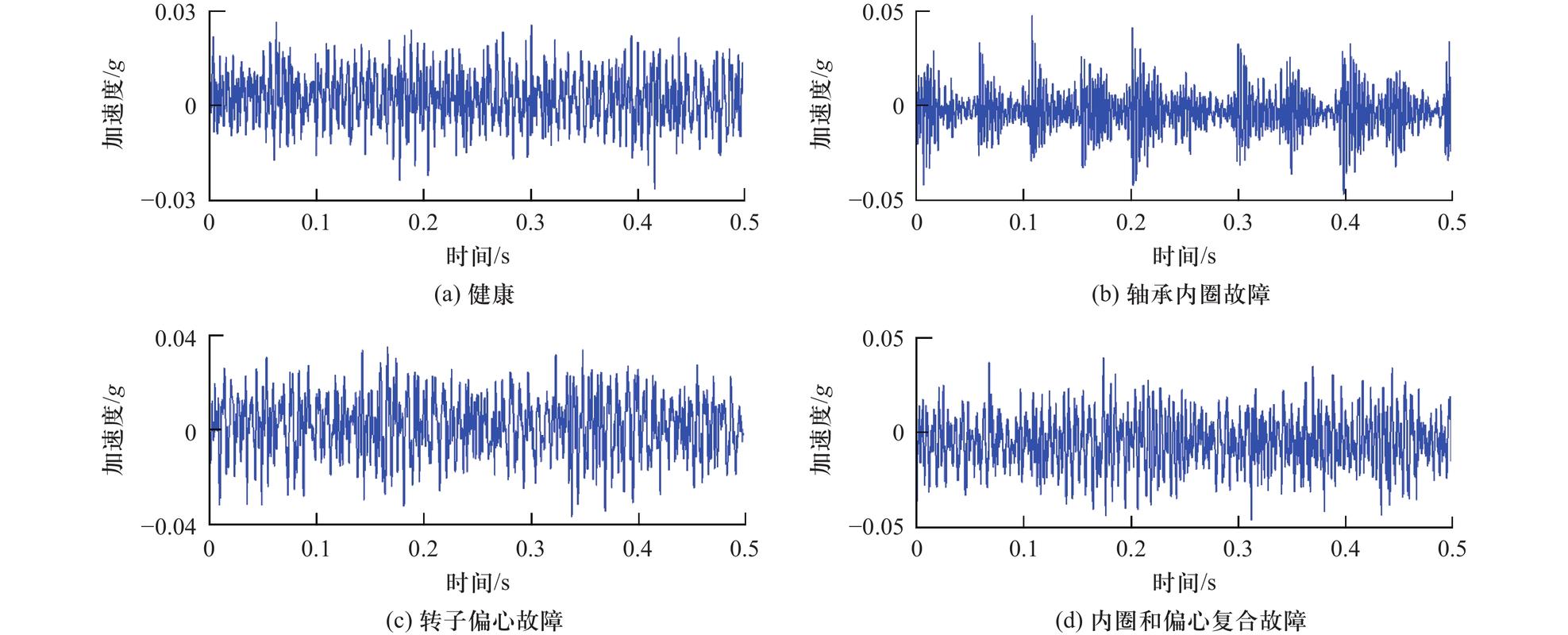
(对比看:左边是正常频谱,右边是轴承内圈故障的典型谱线,注意边频带)
最后的忠告
说了这么多,千万别以为耳朵万能。安全永远是第一位,旋转部件、高温表面、电气区域都暗藏杀机。听诊时必须避开危险区域,必要时停机检查。另外,疑难杂症还是要靠团队合作,电控、机械、液压互相启发。有一次,我搞不清一台加工中心刀塔的异响是机械冲击还是伺服电机振荡,最后是电气工程师调出电流波形,才确认是电机编码器脏了。所以,保持谦逊,不断学习。
故障诊断的魅力,就在于它的不确定性。每一声异响都是一个谜题,解开时的快感,嘿嘿,不比打游戏通关差。好了,今天就扯这么多。下次碰到怪异的响声,别急着拆机器,先静下心来听一听,也许答案就在那里。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:故障诊断:老钳工都未必知道的听音辨位绝活 https://www.dachanpin.com/a/tg/56304.html