应用突破:从原型到终端零件
前年,一家汽车零部件供应商找我咨询。他们生产发动机连接杆,要求极严;传统方法要用五轴加工中心,刀具损耗巨大,周期长。我们斗胆试了激光粉末床熔融(L-PBF),用模具钢粉末直接打出近净成形件——只留0.3mm余量供精加工。结果呢?✅ 材料利用率从30%飙到95%,周期缩短60%。但最让我震惊的是内部致密度,X光检测几乎无缺陷。不过话说回来,那台设备一台就七位数,中小企业你敢投吗?
材料困局:粉末的疯狂与无奈
聊到材料,我是又爱又恨。去年测试某国产模具钢粉末,标称性能媲美进口,结果打印时剧烈球化、开裂!跟技术员吵了一架,后来发现是粉末粒度分布太宽。唉,国内粉材稳定性和欧美日仍有差距,但价格便宜30%—50%,这种诱惑太大。现在一些大厂开始自建粉末产线,比如铂力特,他们专为模具开发的BLT-CM系列,热作模具钢、不锈钢、钴铬合金都能打。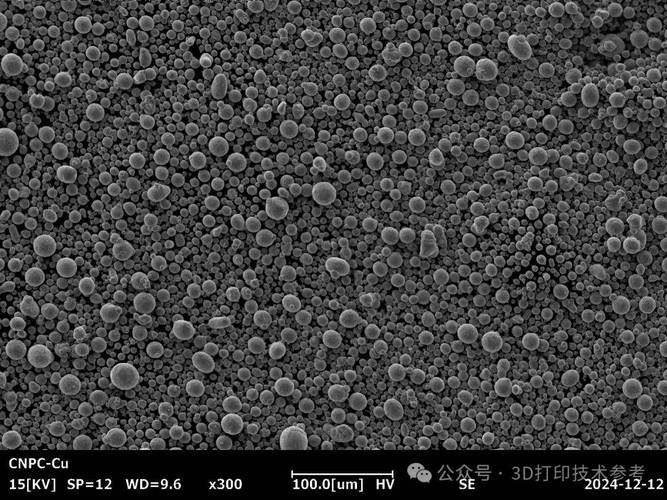
设计范式转移:随形水道与拓扑优化
增材制造真正的杀招,不是替代加工,而是让设计挣脱工艺枷锁。传统模具设计受限于钻头直线,很多热点区无法有效冷却。有了3D打印,水道可以绕开顶针孔,螺旋、网状随心所欲。我见过一个案例:手机中框压铸模,改用随形水道后,冷却时间从12秒减到7秒,生产效率提升40%,模具寿命还延长了20%——这数字太夸张!但别高兴太早,支撑去除和表面精加工还会头疼。 问:打印精度真达到微米级?后处理麻烦吗? 答:主流L-PBF设备光斑直径50-100μm,层厚20-60μm,尺寸精度±0.1%但下限±50μm,够用了。但表面粗糙度Ra通常8-15μm,必须抛光或数控加工。有些深槽内壁抛不到,就得用化学抛光或磨粒流——成本又上去了。所以设计初期就要考虑后处理可达性,这是很多新手踩的坑。 展望未来,我一度悲观,觉得增材制造在模具界只是玩具。但去年看到注塑模具的“鞋模应用”在晋江全面铺开,用金属打印多孔透气钢制作透气镶件,解决困气问题,订单爆了。💡 也许,当某个行业痛点被精准击中时,3D打印就能撕开突破口。你说呢?免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:增材制造(3D打印)在模具行业:是颠覆还是泡沫? https://www.dachanpin.com/a/tg/55329.html