上周去一个精细化工车间,操作工老李指着屏幕上的流程图骂骂咧咧——又死机了。重启、热冗余切换、甚至拍了机柜一巴掌,那套老掉牙的 DCS 才不情不愿地活过来。老李说:“这玩意儿,关键时刻掉链子,还不如我手动扳阀门利索。” 我盯着那捆锈迹斑斑的接线端子,心想,这就是很多人挂在嘴边的“过程控制”?
说实话,过程控制系统(PCS) 这词被用滥了。销售嘴里它是万能药,工程师眼里它是几层逻辑加一堆硬件,而在现场,它就是和原料、蒸汽、催化剂死磕的那根神经。❗别指望它能像 PLC 控制个机械手那样干脆利落——过程工业讲究的是连续、缓慢、互相耦合,一个蒸馏塔的温度波动,能牵扯到下游三个反应釜的压力。这种骨子里带的强耦合特性,决定了 PCS 的设计思路从一开始就和离散控制分道扬镳。
PCS、DCS、PLC:一笔剪不断的糊涂账

我见过最离谱的招标文件,把过程控制和逻辑控制混在一起要求,最后中标的集成商硬是用一堆 PLC 拼出个所谓“过程站”,结果流量回路振荡得整个装置都跟着抖。笑话吗?一点都不好笑。
简单粗暴地说:DCS(分散控制系统) 是 PCS 在过程工业里的典型落地方案,而 PLC 天生是为离散动作、高速逻辑和顺序控制设计的。你要是非要让 PLC 去模拟 PID 调节、处理成百上千的模拟量,它也能跑——但跑得跌跌撞撞。DCS 强在哪?冗余控制器、在线下装、智能仪表管理、一体化报警和事件记录……这些不是加分项,是流程工业的生存底线。💡
但 PCS 的概念其实比 DCS 更大。它还裹挟着 SCADA 的基因,向着 APC(先进过程控制) 伸展,再搭上 工业物联网(IIoT) 的顺风车,开始往下沉。现在很多新建项目把 APC 直接塞进 DCS 里,或者用 OPC UA 桥接各种协议,这时候再分辩“是 DCS 还是 PLC”已经没多大意义。关键看你能不能控稳、控优。
那些年踩过的坑:从组态到投用
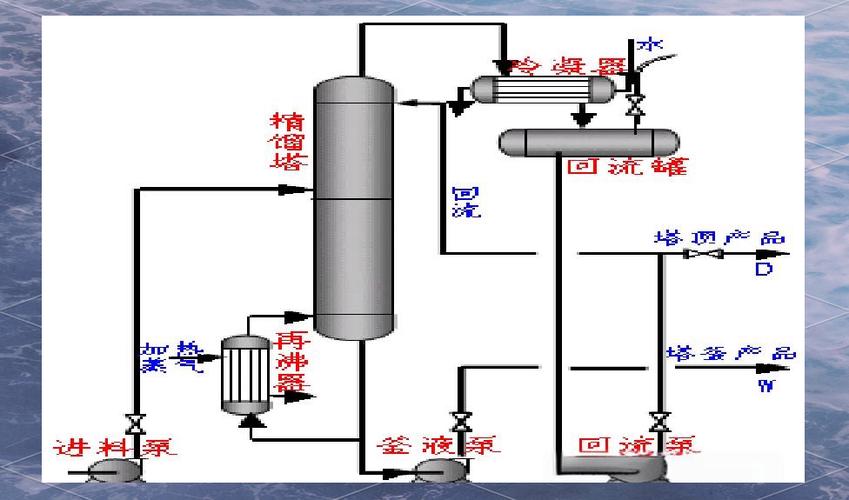
记得有一次调试一个聚合反应釜的串级控制,副回路的压力变送器装在了靠近阀门的位置——理论上能更快反映调节效果。但实际呢?流体脉动加上安装点的振动,信号像嗑了药一样跳舞,主回路被拖得完全崩溃。最后把取压点移了两米,再加上阻尼滤波,回路才勉强镇定。🔥 过程控制的秘密往往不在算法,而在“现场”。
另一个血泪教训:别盲目崇拜复杂的控制策略。有个精馏塔,设计院拿来一篇国外论文,要求实施多变量模型预测控制(MPC)。花了半年建模、辨识、调优,投用后因为原料组分频繁波动,模型失配,操作员根本不敢投自动。最后倒退回去,把几个关键回路改成改良的 PID 加前馈补偿,反倒稳定运行了两年。这不是说 MPC 不好,而是你得看清你家工艺到底有没有那么“乖”。
说到这儿,必须把控制阀放在聚光灯下。它是 PCS 的手和脚,脚不好使,脑子再聪明也白搭。我常对年轻工程师讲:拿到一个回路振荡的问题,先别忙着整定参数,拿一把螺丝刀去听阀门定位器的声音。嘶嘶漏气?摩擦太大?死区太宽?这些硬件上的毛病,能把所有高级算法变成废纸。
不得不谈的数字化转型:PCS 正被重新定义
这两年工业圈子里,不提数字孪生好像就落伍了。但真正的数字孪生用在过程工业,不是画个 3D 模型就算完。它需要 PCS 实时数据的高保真映射——从在线工艺仿真、软仪表测量,到装置级别的异常工况预警。而这一切的前提,是 PCS 本身的数据质量和网络健壮性。
💡我看到一个有意思的案例:某家制药企业把批生产记录和 PCS 的数据做实时联动,通过模式识别提前 15 分钟预判结晶成核点,不仅收率提高了,还省掉了人工取样环节。背后的技术栈很朴实:历史数据库、OPC 通信、Python 写的算法模型,再回灌到原系统的设定值里。没有炫酷的大屏,只有实实在在的效益。
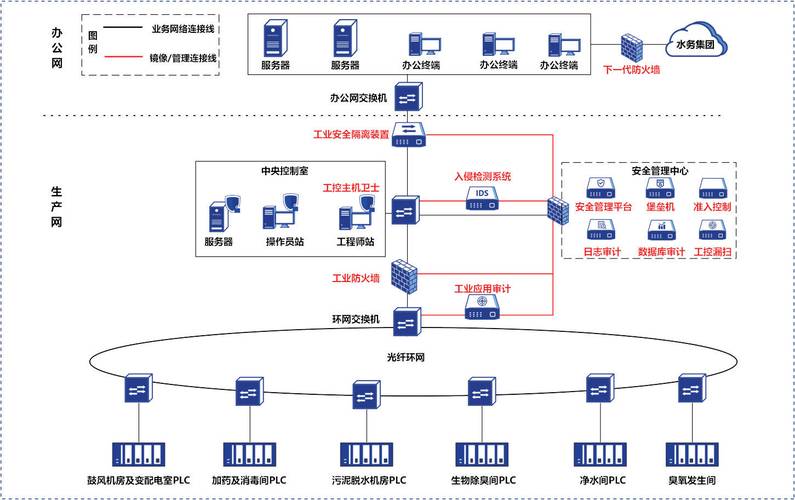
不过话说回来,信息安全这根弦必须绷紧。当你的 PCS 装上工控防火墙、单向网闸,甚至开始接收工艺分析云平台的回馈时,它的边界已经模糊了。我亲眼见过一次病毒渗透事件:一个技术员把带毒的 U 盘插进了工程师站,整套装置的操作站画面直接冻结,要不是应急手动旁路,后果不堪设想。所以,任何数字化转型的第一步,是先把隔离、白名单、定期备份这些脏活累活干扎实了。
QA:你关心的实际问题
问:我们单位正准备升级老旧的 PCS 系统,选国产还是进口?怎么避坑?
答:这个问题,说实话,没有标准答案。关键是看产品生态和本地服务能力。如果装置规模不大、控制回路简单,国产 DCS 足够,性价比高,而且售后响应快。大规模复杂流程、需要大量历史数据和高级应用扩展的,可能国外主流品牌在组态软件成熟度和诊断功能上还有优势。但不管选谁,签合同前必须把 FAT(工厂验收测试)方案做细,特别是冗余切换、通信中断恢复测试。别等项目上了再骂娘。✅
问:我们车间想尝试先进过程控制(APC),但工艺人员不太懂,怎么入手?
答:先做预评估,用历史数据跑一跑,看关键变量之间的动态关系是否稳定。然后挑一个简单的、效益明显的回路试点,比如蒸汽过热炉的氧量控制。千万别一开始就搞全装置优化。另外,要花大量时间培训操作员,给他们讲解 APC 的边界和异常处置。只要操作员抵制,APC 必死无疑。这不是技术问题,是人性问题。
问:怎么判断回路振荡是参数没调好还是仪表问题?
答:一个土办法:将控制器打到手动,给一个小阶跃,观察过程变量的响应曲线。如果曲线本身就不平滑,有毛刺或迟滞,多半是测量或阀门执行机构的问题。如果响应曲线光滑但有超调,那就是整定参数需要调整。记住,先解决硬件,再碰参数。顺序反了,你会怀疑人生的。
过程控制系统,说白了,是用软硬件的组合去驯服物理化学反应的烈马。它不像手机 App 那样更新迭代飞快,但每一次可靠的回路投用、每一次安稳的长周期运行,背后都有一线工程师的汗水和智慧。下次你再看见中控室那些不断跳动的数字,或许能听见它们背后粗砺而真实的工业心跳。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:过程控制系统(PCS):工业神经中枢的实战解析 https://www.dachanpin.com/a/tg/55442.html





